The Appalachian spring helve hammer, including springs, hammer head/tup and more.
Some people find great joy in precision and following rules and plans. For those of you who do, this is probably not your power hammer series. I enjoy the creativity of making a thing from scratch. It’s not the precision that turns my crank, it’s that eureka moment of, “It works!”
In this installment I’ll talk through the process of building a junkyard hammer in the Appalachian style. Junkyard refers to the DIY-type build made with what you can find. Appalachian refers to a common design that uses a spring helve. The most popular earlier Appalachian hammer designs were called the “Rusty” and the “Dusty.”
Rocker-Arm Springs
I used a set of leaf springs for my rocker arm. The arm is also called a helve. When it comes to selecting your springs, if you have several to choose from, choose a sufficiently stiff set. If you have the choice between sets that are more curved vs. those that are straighter, choose the straighter ones. If you have the choice between sets that are longer or shorter in overall length, either one will work, but you’ll have to consider whichever length you choose as you lay out the distance between the center post, the anvil and the drive wheel. The length of your spring pack coupled with your stroke length will impact the speed at which your hammer will safely run. The spring action and whip action of the spring set during cycling increase head speed at contact, which improves performance.
The author used a set of leaf springs for the rocker arm of his power hammer. The arm is also called a helve.
Your spring set needs to swivel or rock on top of your center post. I built my hammer with the springs riding on top of the shaft, and the shaft riding in pillow block bearings. Others are built with flange bearings, and others with the shaft above the springs. Any configuration is fine provided you have the clearance you need for the springs to rock back and forth as the hammer operates.
Your spring set will need a swivel on the end where it connects to the pitman arm (the rod that connects the spring arm to the drive wheel). Like the top pivot, there are as many different designs as there are guys building hammers.
The end of the spring set near the hammer head needs to be connected in a way where the arc of the spring travel is converted into direct linear up and down energy. Again, there are multiple ways to accomplish this. I went with a set of rollers on the hammer head, and the spring rides in and out on the rollers as it arcs up and down. I have seen designs with toggle linkage as well.
Hammer Head And Tup
The entire assembly that makes up the hammer head is called the tup. When a smith says he has a 25-pound power hammer, he’s referring to the tup weight. You are looking for a tup weight that is roughly 1/10 of your anvil weight. I built my hammer with a piece of 2-inch-solid-square stock long enough to make a 40-pound tup. For heads that weigh less, you can use a piece of solid stock for the contact area, and tubing or pipe to make up the extra length you need. While a solid anvil is critical to the function of the hammer, the hammer head itself only needs to be solid on the striking end to properly transfer the force.
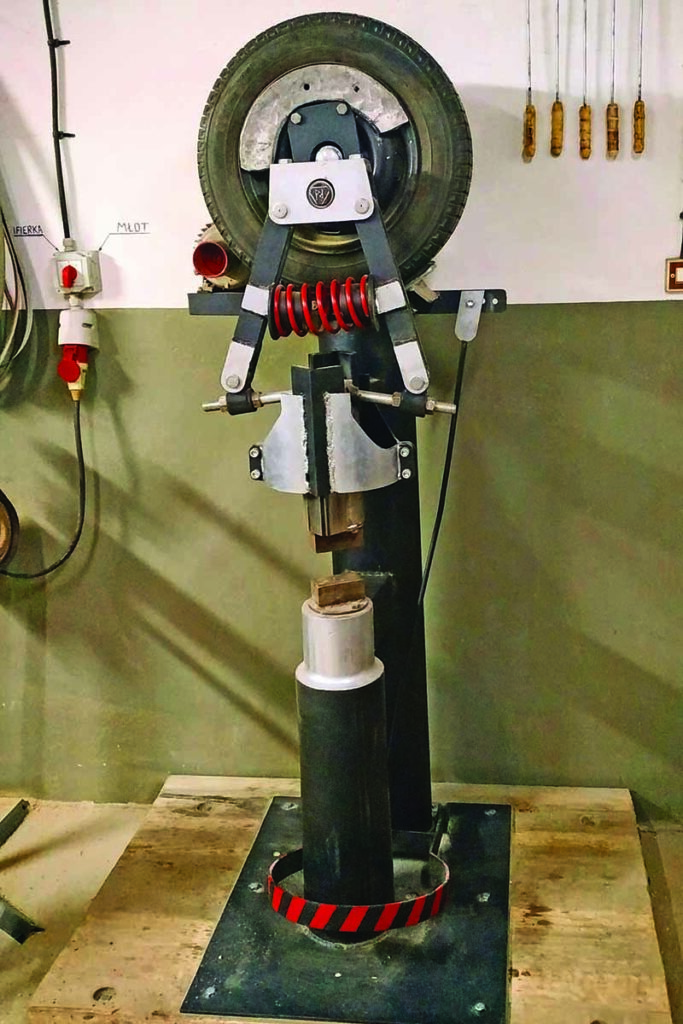
The DIY spring helve hammer built freestyle by Doug Davis of Lubbock, Texas, is shown in both instances here from the pulley side.
The tup rides up and down in a set of guides. You’re converting an arcing spring movement into a linear up-and-down hammer movement. One consideration is that your guides need to account for lateral movement in all four directions. The simplest way is for the guide to completely enclose the hammer shaft. Contact surfaces between the hammer head and guide should be lubricated, and steel on steel is not advised. Bearing surfaces should be made of UMHW (Ultra High Molecular Weight Polyethylene) plastic or of bronze. These surfaces benefit from a degree of adjustability to make sure that the hammer head is aligned properly with the anvil.
I used set screws and a UMHW plastic cutting board on my hammer, with lithium grease as well. My hammer runs well with fresh grease and less well without. I grease the hammer shaft at the beginning of every forging session. The vertical position and length of your guides should accommodate the various stroke lengths of your hammer. You don’t want the hammer head hitting the bottom of the guide on the upstroke, nor the spring connector hitting the top of the guide on the downstroke.
Pitman Arm
A stiff arm connects the spring pack to the rotating wheel, converting the rotary action of the flywheel to a straight up-and-down rocking motion. This arm is called a pitman arm. It is adjustable for length, as the dimension will ultimately be changed as you tune your hammer by trial and error, or as you adjust your hammer to accommodate varying thicknesses of stock, or the use of swages, or top and bottom tools. I used a toggle linkage on the top and for the bottom of the arm I used large bolts welded to a piece of plate, which I then bolted to the hub of the tire used for a clutch. This is another area where your available parts and mechanical experience will dictate your design.
So, you’re going to build a power hammer… now’s the time to consider where to get your parts.
The first thing you’ll have to decide is which style of power hammer you will build. There are as many designs as there are folks who build hammers, but they fall into two basic categories: helve hammers and linkage hammers.
Power Hammer Styles
Linkage Hammer
At the basic level, a helve hammer has an arm that moves up and down on a fulcrum to move the hammer head up and down. A linkage hammer uses a wheel, tire or disk that rotates and uses the rotation to move the hammer head up and down. The Little Giant power hammer design uses a linkage, as does the commonly home-built tire hammer.
The Little Giant power hammer design uses a linkage, as does the commonly home-built tire hammer. ABS master smith/BLADE® field editor Joe Szilaski pounds away with his 50-pound Little Giant. (Lori Szilaski image)
Helve Hammer
I chose to build an Appalachian-style spring helve hammer because I had access to a variety of leaf springs, and because the design is more intuitive and less mechanically precise. I figured correctly that I could build a helve hammer design from scratch, but that a tire hammer had some engineering points that would be difficult for me to figure out. If you have access to uniform steel sizes or must buy your steel, I suggest a tire hammer. I had good scrap steel and didn’t want to buy much.
I’m focusing on the upright, heavier, more efficient metal-moving machines. Even so, it’s worth mentioning the smaller, simpler but less efficient helve hammers. I came across a good example in the shop of Shawn Moulenbelt, a Michigan bladesmith who was on season seven of Forged in Fire. His hammer used various sizes of hollow square tubing, a sledgehammer head and a half-horsepower motor. He used a slack belt clutch and interchangeable die plates. His hammer was built by Rusty Glovebox on YouTube and is a solid DIY (do-it-yourself) design.
Bladesmith Shawn Moulenbelt’s helve hammer uses various sizes of hollow square tubing, a sledgehammer head and a half-horsepower motor. On the upside, these hammers are quick and fairly straightforward to build. On the downside, they’re not all that great at their one job: moving metal. Even so, a similar light use-DIY power hammer is much more efficient than your arm, and much less likely to get tired.
On the upside, helve hammers are quick and fairly straightforward to build. On the downside, they’re not all that great at their one job: moving metal. Even so, a similar light use-DIY power hammer is much more efficient than your arm, and much less likely to get tired. In my mind, if you have the time and skill to build a small hammer, you can just as easily build a bigger one. Even so, the small helve hammers may be just the ticket for your shop.
The author’s home-built hammer combines a 5-inch piece of round stock with a heavy sleeve from a “mud pump” to make an anvil that weighs around 400 pounds.
Resourcing An Anvil
There are many different things that can make a suitable anvil for a power hammer and many more things that cannot. What you are looking for in an anvil is a solid piece of steel that weighs anywhere from 150 to 600-800 pounds, which can be difficult to acquire.
Sometimes you can find solid square or round bar steel. Some folks recommend railroad axles. Others suggest forklift tines welded together. I’ve seen sections of a 2-inch square bar welded together into a solid 6×6. I’ve seen pieces of 1-inch plate welded where the hammer strikes the ends. Whatever you can find needs to be solid or able to be welded into a solid, single, massive piece, and your welder has to have the power to stick it all together. My hammer is built on a 32-inch piece of 5-inch round bar welded inside a mud pump sleeve that has a 5-inch bore. The total weight of my anvil is around 400 pounds.
What Not To Use
Don’t be tempted to think you can get a piece of something hollow like pipe or square tubing and fill it up and make a suitable anvil. Each stroke of your hammer pounds the steel in-between the hammer head and your anvil, pushing your anvil toward the ground. If you have any movement, vibration or give in your anvil, the force is absorbed by the movement and not efficiently transferred to your workpiece.
Anvil To Hammer Head Ratio
When you finally locate this difficult-to-find thing, it won’t likely be the size or shape you want. My anvil was round, which doesn’t easily weld to square tubing, for example. I had to deal with it. As noted, my anvil was around 400 pounds total weight. Yours may be more or less. You should design your hammer with a minimum 1:10 head-to-anvil ratio. Since I had a 400-pound anvil, I built a 40-pound head. If all you can find is a 200-pound hunk of steel for your anvil, you should stick to a 20-pound head or so. Design your hammer around your anvil, as the anvil is the hardest part to find. Alternatively, find the weight you need for the anvil and use the tire hammer plans.
Another consideration is the base for your hammer. I’d recommend the thickest steel plate you can find, mounted on the firmest foundation you can muster. If I could have built on 1-inch plate and bolted it to a 24-inch-deep concrete pad set into a concrete shop floor, I’d have done it. I had to make do with what I could find in my “free” scrapyard, and deal with the limitations of my shop setting.
Power Hammer Center Post
For any hammer you need a center post. The post should be heavy enough to withstand the extreme forces involved in rocking a spring arm or linkage with a heavy hammer on one end. I used a piece of 4-inch tubing with half-inch walls. Others have used thinner-walled but larger cross-section square or rectangular tubing, heavy walled pipe or sections of I beam. The tire hammer plans call for a 6-foot-long piece of quarter-inch wall and 5-inch square tubing.
Final Cut
Another consideration is the base for your hammer. The author scored some 2-inch-thick, 30-inch-round, 300-pound base plates out of the “drop” pile at a local steel distributor, along with several other potential anvils.
My power hammer has become an essential tool in my shop, to the point that I sometimes wonder how I ever lived without it. I have only begun to explore its full potential. I built it for my appearance on Forged in Fire, where I was fortunate to make the final. I was able to come home and use my hammer to build my final edged piece for FIF. I lost the contest but ultimately still have a power hammer, and I can still take pride in the fact I built it myself from little more than a pile of junk.
It may take you a few months to gather all the primary parts, or you may get lucky and find them all in one place. Next month’s article will focus on building considerations for a spring helve hammer, and later we’ll discuss the Clay Spencer DIY tire hammer.
I think almost every smith wishes at some point he or she had a power hammer.
It’s loud, powerful and moves metal quickly. It’s also the key to improving the production speed of forging and making damascus steel, and speed without sacrificing quality quickly translates into increased revenue and more fun.
It’s under such conditions that the smith turns to the Internet and begins to look for a hammer. Quickly he or she discovers several things.
First are stories of people who got incredible deals on a hammer stored in a barn somewhere. These are like hunting stories of novices killing giant whitetail bucks, or fishing stories of a kid catching a 12-pound largemouth bass. The stories are true but it’s not likely to happen to you that way. If you’re one of the lucky ones who find a running Little Giant 50-pound power hammer for $200 at a garage sale, I don’t like you and I don’t want to hear your story. LOL!
According to the author—at left with his brother/fellow maker Travis Fry at BLADE Show Texas—a good power hammer improves forging production speed without sacrificing quality. His sub-hilt fighter features “Trashcan” canister damascus. (SharpByCoop knife image)
The next thing the smith discovers is there are running hammers to be had in the world, and they’re expensive. Along with just about everything else, the prices of hammers have increased the past few years. The odds of finding a working used hammer in your area are slim, even if you are willing to pay retail.
Whether you’re looking at the new production hammers or rebuilt old ones the price tag is steep, sometimes even $5,000 or $10,000. That’s a lot of knives and for many folks, there’s no way to justify the cost. On the other hand, if you can swing it, there are many high-quality production hammers on the market that will serve you well.
Meanwhile, desperate for a tool that seems just out of reach, the smith turns again to the Internet and searches “how to build a power hammer.”
This 50-pound Little Giant was manufactured in 1917 and is a clean-running example of what’s available on the used hammer market. (James Rodriguez image)
My D.I.Y. Power Hammer
I competed on the History Channel’s Forged in Fire in May 2018 (season five, episode 26, Qinglong Ji). I thought about several ways to prepare for the show.
One was to practice various smithing techniques. I forged quite a few blades and practiced my forge welding. Another way to prepare is to work on equipment. I built a new forge out of castable refractory suitable for forge welding. I also decided to build a power hammer.
I figured that if I made the final round on the show, I’d sure like to have a power hammer to use in the final build. If I were eliminated in the first two rounds I’d be disappointed, but in the end, I’d still have a tool that few smiths get to have.
Consequently, I spent five weekends in April and May building a spring helve power hammer, a style often called an Appalachian or Rusty hammer. Because I had a friend with an epic scrapyard, I was able to build the hammer for under $250. I did end up trading a few knives to my friend for the metal as well.
I spent about 50 hours of work building my hammer over the course of a month. I could have built roughly $2,000 worth of knives during that time, maybe more. Between the time I spent and the knives I traded, I estimate I have roughly $3,500 in my hammer. For that price, I could have purchased a running and functional hammer. The reason for me to take the DIY path was cash outlay—I had more time than money.
D.I.Y. Power Hammer Considerations
I believe strongly that in order to successfully build a power hammer, you need several things.
Poland’s Piotr Delega, who goes by SteelCraft on YouTube, built his own hammer. He’s a great fabricator with engineering skills and a completely stocked machine shop. He started with a fully functioning LEGO model, created a 3D software model, and then built this fine functioning hammer.
Mechanical Inclination
The first is to be mechanically inclined. Building a hammer from scrap is exactly like building a racecar from a tub of LEGOs, and nothing at all like building the same from a boxed LEGO set. In a set, there are step-by-step instructions with pictures and perfectly shaped pieces that fit together. If you build a hammer from scrap, there are no plans, instructions or pictures. You’ll have to sort through materials looking for a piece that fits or that will serve the purpose you need, just like when you dig through the LEGO tub looking for four matching wheels.
If you don’t have the necessary experience in mechanical design and fabrication, if you can’t visualize and then build, if you can’t anticipate future problems before you weld everything together, you may be better with a tire hammer or purchasing a complete hammer.
Welding Ability
Second, you need to be able to weld, and you need a welding machine with high enough amperage to weld thick steel. An import 110v wire feed doesn’t have the power to weld the sizes of steel that you’ll need to build a hammer. I used a 220v 180-amp class wire feed, and it was underpowered for some of the heaviest welds on my hammer, requiring multiple passes to get adequate penetration. It’s not what I’d recommend, but it’s what I had.
Regarding your welding method, stick or MIG or flux core wire feed is up to you, as all can do the job if the machine is powerful enough and you have the skills. SPECIAL NOTE: If you don’t have confidence you can weld steel well enough for the weld to hold up under extreme stresses, then you should buy a hammer.
This is the fully operational LEGO toy power hammer made by Piotr Delega. He built a 3D software model based on it and used the model as the game plan from which to construct the full-size functioning hammer shown above.
The Right Shop
Next, you’re thinking of building a machine that is loud and heavy. If you work out of a one-car garage or live in an apartment, it just won’t work. If you are a member of a homeowner’s association (HOA) or live in a city with zealous code enforcement officers, good luck.
If you have employees and need OSHA approval or insurance for your shop, you should buy a hammer instead of trying to make one. If you have touchy neighbors who already don’t like the fact that you forge in the backyard because they’re irritated by your two-hour hand-hammer-and-anvil sessions on Saturday afternoons, good luck. I’m fortunate enough to have neighbors who think my hobby is cool, a city with weak code enforcement, and I have a shop in my backyard.
With a proper base plate and a heavy anvil, you’re building a tool that could easily weigh 1,500 pounds. If you work in sales, oilfield, church or some other vocation where you move every few years, you need to think about how you’re going to move your hammer should the need arise. I built mine with several bolt-together joints so I can break it down into parts of a few hundred pounds each that can be lifted with an engine hoist.
Materials Source
Finally, a good source of scrap metal is a must if you want to build your hammer economically. If you have to go buy steel at retail, you’ll end up spending as much as a new hammer costs. If you can score your steel for cheap to free, you’re good to build.
Learn what the latest BLADE Show custom knife award is all about.
Some people are familiar with “Mack Daddy,” the 1992 Sir Mix-a-lot album with the smash hit “Baby Got Back.” On the other end of the cultural spectrum is the Mack truck, the reliable American long-haul vehicle revered by truckers and country songs. Knife enthusiasts may also be familiar with the Bobby Darin’s classic Mack the Knife: “O the shark, babe, has such teeth, dear …” Just now coming into the knife culture is the idea of a “M.A.C.K” knife, which stands for “machine assisted custom knife.”
Custom, Production And M.A.CKnives
Savvy BLADE® readers know the difference between a “custom” and a “production” knife. A custom knife is made by a craftsman using a combination of skill, experience and tools. The maker grinds the blade, polishes it, installs a handle and fittings, and so forth. Custom knives are often made one at a time or in small batches. Sometimes portions of the process are outsourced, such as waterjetting blade profiles or using a professional heat treater. In general, the maker’s name is prominently featured on the blade, such as Tom Overeynder, Gary Langley, etc. The price of custom knives can be quite high, particularly as the complexity of the knife and the magnitude of the maker’s reputation increases.
By contrast, a production knife is made in bulk using modern or traditional manufacturing techniques. Blades are made by the hundreds or thousands, ground and polished by machines, and assembled in a factory or large production shop. In general, the name of the company is prominently featured, like Case, Benchmade, White River Knife & Tool, etc. Sometimes a production knife will feature the name of the designer, such as the various CRKT production knives that have BLADE Magazine Cutlery Hall-Of-Fame® member Ken Onion’s name. Production knives may be expensive but are generally more affordable than custom knives of similar materials and construction.
Princeton Wong has a five-axis waterjet in his machine shop, so he makes everything but the screws. An example of his work is this award-winning knife from the 2021 International Custom Cutlery Exposition, now known as BLADE Show Texas. (Caleb Royer image)
In between custom and production is a vast world described by the umbrella term mid-tech. It describes knives that use both production and custom techniques or methods in varying proportions. Some would say that any knife that has production techniques like waterjet is a mid-tech, while others would argue that as long as a person does the final assembly and fit up, a knife can be called a custom.
It takes talent, practice, education and skill to make a knife by hand. Many makers of such knives have no problem with using machines like a band saw, 2×72 belt grinder, manual mill or pantograph. At some level, almost every modern handmade, aka custom, knife is “machine assisted.” At the same time, the industry recognizes that when it’s primarily the maker’s dexterity and artistic vision that makes the knife, the label of custom or even “handmade” applies.
It also takes talent, practice, education and skill to program a series of CNC (Computer Numerically Controlled) waterjets, grinders and mills to make a knife by machine. Custom guys often make “polished turds” and “boat anchors” at the beginning. Beginner machine guys break tooling and crash expensive machines. In neither case does a person wake up one Tuesday and immediately become a competent knifemaker.
Think about the amount of variability in custom/handmade knifemaking. Each steel, each belt, each grinder speed, each brand of sandpaper, and every variable changes the process. If you heat treat your own steel, you must master temperature control, soak time, quench speed, decarb, warpage and tempering, and must use a different formula for each steel. After dealing with all that, is making a knife by machine any easier?
Princeton Wong operates the CNC mill. It can cut complex 3D shapes in metal and handle material.
Not according to M.A.C.K. knifemaker Princeton Wong. In CNC you deal with the geometry and composition of various cutting tools, plus the speeds and feeds at which you apply them. You must figure out fixturing to hold your workpiece, and how to work the tool in a way that leaves the desired surface finish. “It’s the same idea as using different belts or different files for each task,” Princeton explains, “but the variables are infinitely more complex. And then on top of that, you still have to learn and master all of the different hand-finishing techniques.”
So how does the knife industry show respect to the skills and talent of the makers who artfully combine programming with handwork? How do you showcase the ability of a maker who can run both a HAAS CNC mill and a belt grinder?
Defining M.A.C.K. Knives
BLADE Show 2023 included for the first time an award category for M.A.C.K. knives. According to the category rules:
The knife must be of the folding/locking, non-slip-joint, EDC variety that is first and foremost a cutting tool. It must be functional, beautiful and have great ergonomics, yet still have practical applications and uses. It must consist of both at least one handmade feature—such as hand-ground blades, hand-contoured scales, manually machined parts, etc.—and of automated features such as waterjet-cut liners/scales, CNC’d handles, etc. The judges will assume that the knife’s parts that are not handmade are made through a machine-aided process.
What background education and experience does it take to make a quality M.A.C.K. knife? Just like with any other skill set, the path is quite diverse. Take Princeton for example. Knifemaking for him growing up was a passion.
“As an Asian kid into martial arts, I’ve always had a love for bladed implements,” he notes.
A waterjet machine uses a high-pressure stream of water and abrasives to cut profiles in flat stock. Princeton Wong uses his waterjet here to cut Timascus™ for folder handles.
He bought a Sherline mill after high school that had been converted to CNC, and learned by trial and error from there.
“After years of fiddling with stuff, breaking endmills and crappy software, I finally started figuring it out,” he observes. But for Princeton, learning wasn’t all trial and error. He studied mechanical engineering and graphic design in college. He had jobs in print, web, graphics and fabrication. Eventually, he started his own machine shop serving automotive and architectural clients. In 2018 he decided to use his machining skills to make knives.
“I didn’t know the knife industry or knife people but had a machine shop, so I gave it a shot,” he recalls. “I didn’t own a ‘real’ belt grinder until I was two years into making knives. I had a 4×36 from Lowe’s but was able to do very close work on the CNCs. By focusing on an intentionally machined look, I was able to get by.”
Princeton has a five-axis waterjet in his machine shop, so he makes “everything but the screws.” Earlier in his progress, he would bandsaw blanks and then fixture them in his CNC mill.
“I never had a need to outsource, but most people don’t have 70 amps of 480-volt three-phase electricity to run a $100,000 waterjet,” he says.
A waterjet cuts steel and other plates into shapes, “but it doesn’t make knives.” It’s a highly efficient profile-cutting tool.
Bridging The Gap Between Custom And Production
Most people don’t take Wong’s path and start out as fully equipped and capable machinists when they begin making knives.
Consider the precise fitting and complex geometry of the joints on Jared Oeser’s “Tachi” folder. Integral bolsters and Westinghouse Micarta® come together quite well.
M.A.C.K. knifemaker Jared Oeser started like many makers, with a mentor, a few tools and a new hobby. As a homebuilder, his business took a hit in the 2011 recession. Faced with spare time, he took up knifemaking. After a few fixed blades he moved fairly quickly into slip joints, merging modern materials into traditional designs at a time when that was a new thing. He continues to push the limits and bridge the gap between traditional designs and the “modern” folding knives.
About five years ago a friend needed a place to store a CNC mill. Oeser agreed to store it in exchange for lessons and use of the machine in the meantime. By the time the friend needed the machine back Oeser was hooked and bought his machine shortly thereafter.
After five years, he considers himself not good enough to make a knife completely on the machine. Coding for CNC is quite a different skill set, far beyond traditional knifemaking.
“I don’t want to go 100 percent machine,” Jared says. “I like the hand work, and I’ve gone about as far as I want toward machine-made. Everybody kind of finds their ‘spot,’ but the key is to disclose it, to say it. Don’t say ‘mine’s handmade’ if you’re afraid to say how you did it. At the end of the day, you’ve got to be good at hand work and have a skill set to make a quality knife.”
Handmade Vs Machine Assisted Knives
So what’s the difference between a “custom/handmade” and a “machine assisted” knife?
Wong suggested that a machine assisted knife should have a bit more precision than the typical custom knife. Because you can machine to exact tolerances and fit, there’s less room for error. He also suggested that the maker should try to push the boundaries of the machine’s capabilities. Just like there are a few knifemaking operations that can only be done by hand, such as Wolfgang Loerchner’s amazing hand-filed creations, there are also machinable features that people wouldn’t realistically try by hand. Creativity isn’t limited to hand tools.
Jared Oeser’s “Eagle” is a four-blade slip joint. This one has mammoth ivory handles and a 14k-gold shield, combining modern techniques with traditional materials.
According to Oeser, “Among the makers and collectors I know, we’re OK with whatever a knife is, as long as you honestly disclose how you built the knife.”
He considers his knives machine assisted. On a slip joint, he uses a HAAS CNC mill to cut out the shapes of the liners, the shield inlay pocket, and to profile the blade and spring. Even though he uses a CNC mill that is squarely in the “machine assisted” category, using it primarily to cut profiles is pretty much the same thing as a waterjet.
Taking The Plunge Into M.A.C.K.
As a mostly one-off knifemaker myself, I was curious what it takes to build a knife that falls squarely into the M.A.C.K. category.
After talking with some M.A.C.K. makers, I found the process seems to typically begin with waterjet cutting. Either the maker has used a waterjet before and has his or her own CAD (Computer Aided Design) files, or the contracted machine shop will have a CAD expert on staff. Experienced CAD folks can work from a drawing or PDF for things as simple as profiles, and may use modeling software for contours and handles.
Princeton Wong checks the tooling on a CNC lathe. The lathe cuts precise round stock, such as screws and folder pivots.
Typically the liners are cut and the holes spotted, or are occasionally fully drilled and tapped. Pocket clips and backspacers come pre-cut. Handle profiles and contours are cut with a ball end mill, leaving a fairly clean finish. Sometimes this finish by itself is sufficient, while other times more hand polishing is necessary to achieve the final effect. Blades are typically delivered cut to contour, and the maker often does the bevel grinding by jig or by hand on a traditional belt grinder. Other times the blades come with machined bevels at varying degrees of surface finish. Once again, it’s up to the maker to decide if the machined finish is sufficient or if further hand work is necessary.
If you’ve ever used waterjet or milled parts, you know that the edge finishes are not precise. If you’ve had holes spotted but not drilled, you still have to drill and tap the holes. All in all, even in a knife that comes to you in a bag from a machine shop, there’s more to a cleanly finished M.A.C.K. knife than just assembly. If you want to be a winner in the M.A.C.K. category, you’ve got to have the hand finishing techniques down pat.
If you want a firsthand look at a quality M.A.C.K. knife, check out the applicable tables at a BLADE Show. Whether you prefer the events in Atlanta, Texas or Utah, there’s no doubt that “M.A.C.K. is back in town.”
Whether You Call It Copper San-Mai, Cu-Mai, Or Anything Else, Copper Damascus Is One The Trendiest Ways To Forge Knives Today.
By now most knife enthusiasts are familiar with pattern-welded steel, commonly called damascus, whose re-invention for use in knife blades is attributed to BLADE Magazine Cutlery Hall-Of-Fame® member Bill Moran.
The damascus world has since exploded with complicated mosaics, exotic-tiled canister billets, and, more recently, even some interaction between pattern welding and 3-D printing. These new techniques are mind-blowing for sure.
Copper San-Mai
A 2.75-inch go-mai blade with a wrought-iron cladding over an Aogami2 core and a copper shim layer highlights Joe Edson’s frameback straight razor. The frame is copper with a forced patina. The scales are crosscut mammoth ivory on a G-10 backer with a forged-patina-copper-wedge spacer. Closed length: 3.25 inches. (SharpByCoop image)
One of the hottest new trends in damascus is the inclusion of copper into pattern-welded billets. Commonly called copper-mai, copper san-mai or cu-mai, the technique has been brought to near perfection by Coy Baker at Baker Forge & Tool.
In 2019 at the request of a customer, Baker created his first copper damascus billet. Starting with Baker as a one-at-a-time weekend garage craftsman, the business exploded. Baker Forge & Tool now has a 3,000-square-foot shop and 10 employees, and they can’t keep up with demand.
Baker says the welding of copper in stacked configurations has been around for centuries in the form of mokumé gané, aka mokumé. While he’s the first to blow up Instagram with welded copper damascus, he is certainly not the first to attempt the cu-mai technique.
He primarily uses 80CrV2 carbon steel for the cores of his billets, and also various patterns of a damascus of 1080 carbon and 15N20 nickel-alloy steels. ABS master smiths Steve Schwarzer and Jason Knight helped him along in his early damascus-making journey.
How To Forge Copper Damascus
To forge a copper damascus billet, Baker typically uses a core of 80CrV2, a layer of 20-gauge pure copper shim stock, and a cladding of 1080/15N20 damascus.
“It’s important that the core and cladding stay in a 1-to-1-to-1 thickness ratio,” he said. “The copper doesn’t harden, and it’s critical to keep the core centered so that the cutting edge of the knife will be hardenable steel.”
He hasn’t experimented with copper alloys other than pure copper, though he has used some bronze and nickel with good results.
It’s no surprise that there are trade secrets that Baker didn’t volunteer, and I was polite enough not to ask. Copper stacked in a billet oxidizes quickly, similar to stainless, and so the welding must be done very precisely. For the welds to stick, the surfaces being welded also must be exquisitely clean, with not even a trace of oils or fingerprints.
The Different Types Of Copper Damascus
Baker did reveal that there are two basic versions of the process. In one, the layers are welded around the perimeter as in canister or stainless welding, and then the entire billet is welded at once. In this method, the temperatures are enough to liquefy the copper, and the perimeter welding keeps the liquid in.
In the other version, the billet components of core, copper and clad are stacked together and held at brazing temperature. This is Baker’s preferred method, as the copper doesn’t liquefy and so performs more consistently when it comes to thickness. Such exact brazing requires precise temperature control, as a 10-degree variation in either direction from the proper brazing temperature can produce failure.
While there are no doubt smiths who have attempted and maybe even successfully welded copper damascus by hand, Baker acknowledges that the aspiring smith is much more likely to be successful using a press or power hammer to set the weld. Precision temperature control also gives increased chances of success.
Dion Damascus
A 10.25-inch blade of NBC san-mai, black ash burl handle with an ebony bolster and a white G-10 spacer help complete Andrew Mochado’s kitchen model. Overall length: 16 inches. (Eric Eggly/PointSeven image)
While Baker is the best known and most common source for copper damascus, another variation is available from Dion Damascus. Florida knifemaker Andrew Mochado recently made a knife from a bar of Dion Damascus that included brass, copper, and nickel clad over a core of 52100 carbon steel.
“It is my take on a gyuto-style chef’s knife,” he said. It has a box elder burl handle with an ebony bolster. Mochado heat treated the blade in a gas forge. “The outside layer of the billet was nickel, so it was very difficult to get it all up to temperature,” he explained. “The nickel buckled up a bit and I thought I had a failure. I was able to successfully grind off all the buckling, and the blade was still perfectly forged together.”
Baker pointed out that the melting points of copper and nickel are above the heat-treating temperature of carbon steel. However, in a forge, the outside layers come in contact with a forge atmosphere that’s well above the desired hardening temperature, thus causing problems with the non-ferrous layers.
How The Copper Affects Knifemaking
Jordon Berthelot is a Texas maker known for kitchen knives and intricate carved and sculpted blade plunges. He’s also made dozens of blades with Baker’s cu-mai. He has been Coy’s “guinea pig” for testing new patterns for months. When Baker develops a new pattern, Jordon builds the prototype.
“I’m pleased with how the cu-mai grinds. You might expect the copper to be gummy or soft or to grind differently when you sculpt it, but it pretty much grinds the same as steel,” Berthelot observed. “You always have to pay attention to get the carving right, but the copper poses no problems.”
Makers will notice the copper being softer if they hand-sand it aggressively, but overall the copper layers are no more difficult to finish than regular steel.
When it comes to finish work, Berthelot recommends sanding to at least a clean 600 grit prior to etching. “Regular” ferric chloride doesn’t perform well, and etching copper in it will leave a copper tint on standard damascus steel blades later. Instead, Berthelot prefers a 20/20/60 mix of ferric chloride, muriatic acid and distilled water. The addition of the muriatic acid keeps the copper from looking blurry, and keeps the material out of the solution for future etching. After the etch, Berthelot buffs with “black magic” rouge so the copper will “pop” nicely.
Forged in Fire season 1 episode 2 “OG” winner Chris Farrell of Fearghal Forge in Austin, Texas, took advantage of the bold copper line in his piece of Baker Forge damascus. The copper makes a dramatic, bold statement, and so do the curves and lines of Farrell’s fancy faceted fighter.
“People see my faceted handles and think they’re kinda funny until they pick one up and realize how well it fits their hands,” Farrell said. He is fascinated by innovations in the knife industry and is always looking for his own ways to innovate. He’s experimented with forging Baker’s copper damascus bar stock: “It can be done, but you really have to be careful. It’s real easy to mess up!”
Copper Damascus Around The World
Australian maker Adam Fromholtz crafted a cake knife of copper damascus from the Japanese steel company Takefu. Takefu steel can be hard to find in the USA, but there is a reliable Australian distributor. Adam’s knife is copper, nickel and brass clad over a V-Toku-2 carbon core. Handle: Tiger myrtle. Blade and overall lengths: 9.25 and 14 inches. His list price for a similar knife: $1,800. (SharpByCoop image)
The cu-mai trend is not limited to the United States. Australian knifemaker Adam Fromholtz of Canberra crafted a cake knife of copper damascus from the Japanese steel company Takefu. Takefu steel can be a challenge to find in the USA, but there is a reliable Australian distributor.
Adam’s blade is copper, nickel and brass clad over a V-Toku-2 carbon core. Regarding the steel, Fromholtz noted that it was near impossible to forge due to the differences in ductility between the materials. Because of the softer cladding, he noted that the blade tends to gall a bit, so makers should take note of this when fitting a slotted guard on a blade of such a material. Overall, the steel is simple to finish but shows handling marks easily.
How Do Copper Damascus Knives Perform?
Is copper damascus all flash and bling or does it perform? Copper does not harden the way steel does, which makes you wonder how it impacts knife performance. First of all, copper damascus is used with a monosteel—that is, one layer of steel—or a regular carbon damascus core.
Using a steel core makes it where the copper has absolutely no impact on the blade’s cutting performance, edge stability or toughness. Baker said he knows of two makers who have used his cu-mai material to complete American Bladesmith Society-style performance tests of rope cut, 2×4 chop and 90-degree bend.
When it comes down to it, the copper layers are very thin. Considering that the final weld-up of clad/copper/core/copper/clad may be as much as 2 inches thick, and that the copper starts out roughly .03-inch thick, the overall final billet has very thin layers of copper. It’s enough for a dramatic pattern but not enough to impact knife performance in a negative way. “I made a knife with it then beat the hell out of it,” Farrell said. “So long as it’s heat treated properly, it’s good stuff.”
Availability Of Copper Damascus
The 9-inch blade of Jordon Berthelot’s chef’s knife is Baker Forge & Tool auro-mai damascus with a core of 80CrV2 carbon steel. “It has my carved ridge that adds great weight reduction and a nice ergonomic flow, and decreases the drag coefficient,” Berthelot wrote. “It also allows me to alter the pattern.” Overall length: 14 inches. Maker’s price for a similar knife: $1,700. (image courtesy of Jordon Berthelot)
If you’re a maker looking to capitalize on the copper damascus trend, get in line. Baker Forge releases approximately 70 billets a week to the public, in addition to what it produces for commercial use. The billets “drop” Saturdays on Instagram and are usually gone by the end of the day.
Most billets are 2-2.5 inches wide and come in thicknesses from ⅜ inch all the way down to 3/32 inch. Pricing currently runs up to $25 per linear inch, but as in all things post-pandemic manufacturing, the supply costs for raw materials keep increasing.
As for consumers, check knife shows, magazine stories such as this one, and Instagram and elsewhere on the Internet. Cu-mai knives are out there—you just might have to do some digging to find them.
Veronique Laurent Has Become One Of The Most Accomplished Smiths In The World Even After Fighting Against Prejudice In Her Native Belgium.
I come from Texas where a knifemaker is more likely to wear boots and a cowboy hat than a suit and tie. In many parts of the world, it’s commonly assumed that a knifemaker is a man.
This past March I caught up with American Bladesmith Society Master Smith Veronique Laurent at BLADE Show Texas in Fort Worth, Cowtown, USA. She had no boots or cowboy hat and her accent isn’t “Southern,” but she’s sure enough a bona fide knifemaker.
Veronique comes from Brussels, Belgium, where French is the spoken language. Now, I don’t speak French, so out of respect I asked her how a non-French-speaking person should pronounce her name.
Over here she’ll answer to the Americanized Veronica Lawrent, but the correct answer is more like Vehr-o-NIK-eh Law-ron, with the rolled R’s in the middle of each. In Belgium the people use the last name first, so she’s often just called “Laurent.” Now that you can read her name in your head in a beautiful French accent, let’s move on to the interesting part of the story.
Veronique found her first career as a clerk at a Belgian TV station. She did cold metalworking as a hobby. While on holiday in France in 2004, she attended a knifemaking and blacksmithing event similar to a U.S. hammer-in. She later took a one-day knifemaking class with the Belgian Knife Society and never looked back.
She became involved with the Society and learned more about knifemaking from the members of that community. The group eventually broke up but not before Veronique was well on her way.
In 2010, again in France, she attended a hammer-in that included ABS Master Smiths/BLADE Magazine Cutlery Hall-Of-Fame® members Joe Keeslar and Jay Hendrickson. In Belgium and France, a woman is not commonly accepted as a knifemaker. So it was that Veronique was pleased and surprised by the hospitality that Joe and Jay showed her, particularly with the respect they gave her as a craftsperson.
For while a female knifemaker is a bit of an American rarity, being female isn’t an automatic gale-force headwind in the American knifemaking journey. In Europe, however, things are quite different. Veronique struggled to sell knives in Europe even as her skills advanced.
“When a man came to my table and picked up a knife, he would ask me who the maker was,” she recalled. “When I said that I made the knife, he would then ask the person next to me who made the knife. Once he knew I was the knifemaker, he’d put the knife down and walk away. In Europe they don’t want to buy a knife from a woman.” She made it her goal to be a full-time maker, and her American contacts became even more important.
Becoming An ABS Master Smith
Veronique (left) makes a point as her fellow panel members—from right, ABS Journeyman Smith Lora Schwarzer and knifemakers Grace Horne and Abie Lyons—listen during the Women’s Bladesmith/Knifemaker Panel class of BLADE University at BLADE Show ’22.
After her contact with Keeslar, she journeyed to the 2013 BLADE Show and gained her ABS journeyman smith certification. She then began corresponding with ABS Master Smith John White, who encouraged her to learn to build takedown knives.
“In 2015 I built my first takedown knife, and that same week I received the ABS email notification that John White had passed away,” she recalled. “I built all of my master smith test knives as takedowns in his memory.”
Veronique pretty well blew away the crowd at the 2015 BLADE Show and gained her MS stamp. After the show, she and ABS Master Smith Jean-Louis Regel of France spent three weeks in Brazil learning advanced damascus techniques from ABS Master Smith Rodrigo Sfreddo.
“After I was a master smith, I began to ‘exist’ in Europe,” she noted. “I became a full-time knifemaker shortly after that.” Even with American renown and credibility, the headwinds of bias still were a challenge in her home country. “People were rude, and it made me think ‘I will show you!’ Their bad attitude became my motivation,” she said.
She began to work with Jean-Louis more and more (Jean-Louis also earned his MS in 2015). Because of bias, it was often assumed that he did her work for her, that he made her damascus or that she worked only in his shop. This was not the case.
Though to Americans it makes sense that the two French-speaking master smiths must be connected, the real story is that Veronique and Jean-Louis each have their own shops in their hometowns. Their shops are roughly 375 miles apart, with Veronique in Belgium and Jean-Louis in France. The journey between them takes about eight hours.
Even in Texas, where we measure trips in hours, not miles, an eight-hour trip is a “long haul” or a “far piece.” While the distance was significant, they covered it about once a month depending on workflow. Veronique says that she has better grinding and finishing tools in her shop, while Jean-Louis has a bigger shop with better damascus-making equipment.
Veronique and Jean-Louis attended the International Custom Cutlery Exposition (now BLADE Show Texas) in Fort Worth in 2018, and each won multiple awards.
“In all my trips to America, only one time has anyone set my knife down rudely like in Europe,” she noted. They joined The Knifemakers’ Guild on that trip also and spent a week learning bladesmithing from ABS Master Smith Rick Dunkerley.
Covid got in the way of travel plans and so Veronique and Jean-Louis were unable to return to America until this year’s BLADE Show Texas. As an American, it wouldn’t cross my mind to visit France regularly to try to sell knives, so I was curious why Veronique keeps coming back. She explained that “Europe doesn’t like to ship big knives. It is very complicated and expensive. Sometimes you can ship a small letter opener or something, but it is very difficult.”
Rather than fight the restrictions, it’s easier to travel over here and sell her work where it is in high demand. Another thing she does is make a “junior baby” model of each major piece. If she makes a dagger, she makes another small one. If she makes a big bowie, she makes a similar hunter. These smaller pieces tend to sell better in Europe than the big works.
Veronique Laurent’s Knives
Based on the Musso Bowie, Veronique’s Big Boy Bowie won Best Fighter at BLADE Show Texas. It has a 13-inch feather damascus blade of O2 and 45NCD16 tool steels with a riveted brass back. Parts of the guard are mirror polished, parts are stippled, and parts are engraved with raised flowers. The handle is ancient walrus ivory. Overall length: 18.5 inches. (SharpByCoop image)
Veronique had a good variety of knives at BLADE Show Texas that showcased her skills and versatility: a large brass-backed bowie, a few elegant hunters and a folding dagger.
“It was an honor to be asked to make a big bowie,” she observed. “It’s a man’s knife and it took many years for a man to trust that I could build a large bowie.”
While she doesn’t build knives “to order,” she does keep a list of customers who are looking for a particular type of knife. “I don’t take orders. I want to be free!” she explained. She’d been asked to build a big bowie and did her research and came across the Musso Bowie. She built the Big Boy Bowie and it promptly won Best Fighter in Fort Worth.
Big Boy is highlighted by a feather damascus blade of O2 and 45NCD16 tool steels with a riveted brass back. The guard is O2 also. Parts of the guard are mirror polished, parts are stippled, and parts are engraved with raised flowers.
“O2 steel is good because you can finish it many ways and it works well for the engraving,” Veronique explained.
The handle is ancient walrus ivory. Also on her table was a fine damascus folding dagger that won the show’s custom judging award for Best Folding Knife. All the fittings, engraving, jewel settings, and display box are by Veronique.
So where does one go next when you’re already known worldwide?
“I want to focus on engraving and filework,” she said. “I am also learning to make automatic folding knives from Rick Dunkerley.”
Veronique is a strong woman and plays well at what is often a man’s game. She doesn’t take orders but builds a few major pieces in several categories each year. She prefers email communication from Americans because it is difficult to hear and translate over the phone. She’ll be at the major shows, but you’d better get there early as her work is in high demand.
For more information about Veronique Laurent and her knives e-mail her at [email protected].
For Many Makers, Knifemaking Isn’t A Full-Time Job. Here’s How Some Fill Their Days When They Aren’t Sharpening Steel.
One of the more memorable henchmen of the James Bond series is the stout little fellow Odd Job, played in Goldfinger by Harold Sakata, and a popular character in the Nintendo series of Bond video games. He has a hat with a razor-sharp brim that decapitates a marble statue in the movie and guarantees an instant kill in the game.
He’s a master of body paint, a capable golf caddy, and can crush a golf ball with his bare hands. He’s a chauffeur capable of skilled pursuit and evasion in the inevitable Bond car chases. In the end, this man of many talents meets an untimely death by electrocution in the vault at Fort Knox.
Many who make knives choose not to make it a full-time career but a mega-hobby or part-time job instead. There are many of us, both known and unknown, who work “regular” and “boring” jobs to fund our knife passion. Though I write and make knives, I’m a behavior analyst in my day job. My brother Travis is a knifemaker and accountant—boring! I bet you’ll be surprised at some of the unusual talents that support some knifemakers in the daytime so they can pursue their blade craft on nights and weekends.
Michael Quesenberry
ABS master smith Michael Quesenberry is well known for his intricate integrals, precise damascus and meticulous attention to every detail. He’s a professional engineer in his day job but not one of the calculator-and-pocket-protector types; he drives a train. He’s been a full-time locomotive engineer for the past 27 years with the Union Pacific Railroad. Meanwhile, whenever knifemaking starts coming with medical, dental and 401(k), he promises to switch careers.
Ricky Bob Menefee
Ricky Bob Menefee describes himself as a “dog catcher.” For the past 24 years he’s been a full-time trapper for the U.S. Department of Agriculture. Sometimes his job is predator control, setting foot traps, snares or poison for calf-eating coyotes or lamb-snatching bobcats. Other times he hunts crop-destroying wild hogs via a helicopter or uses dynamite to blast out beaver dams.
“I’ve been lucky my whole life,” Ricky says. “The only thing I’ve ever done was hunt, fish and make knives. Knives have allowed me not to have to find a ‘real job’ because my federal job has good benefits to go along with bad pay.” Ricky specializes in fixed blades and slip joints well suited to outdoor tasks, and his tiny tapered tangs are legendary.
Jason Floyd
Jason Floyd describes himself as a “professional grass grower” after 20 years in the golf course business. The damascus and cocobolo knife is one he made in an integral construction. The Mickey Mouse golf towel is a memento from his grandfather.
After 20 years in the golf course business, Jason Floyd says he’s a “professional grass grower.” He started as a turf expert and ended up as a golf course superintendent. Now he works as a forge and blacksmithing tool fabricator for Well Shod Farrier Supply and supplements his income with knifemaking. He says knifemaking is better than watching the grass grow. Jason specializes in forged and damascus fixed blades.
Kelly Kring
I learned a new word from Kelly Kring, who used to work as a “diener” or autopsy technician. He was responsible for moving and cleaning bodies, assisting the pathologist with autopsies and collecting evidence. After that he became an occupational therapy technician in a hospital burn unit. Now he describes himself as “a full-time blacksmith who happens to teach smithing classes at a local college.” He says, “I’ve made knives for many, many people, but don’t call myself a knifemaker.” Kelly is well known in blacksmith circles for being an excellent hands-on instructor.
John Thunert
All the bugs and creepy-crawly varmints better watch out for John Thunert, a self-described “killer for hire.” John works full time as an exterminator. When the pandemic shut down his business, knifemaking took up the slack. John is a Forged in Fire runner-up from season six, episode 18, and has been making knives for four years. “I’ve gotten bored with the other hobbies I’ve been proficient in. Knifemaking and the challenges it presents should see me through another 20 years,” he observes, “and I still won’t accomplish all the things I want to do.” John prefers making fixed blades and forges his own damascus and san-mai.
Josh Howard
Josh Howard makes robots for the Polaris factory and also enjoys his Chambersburg power hammer.
Many knifemakers know how to weld. Josh Howard of Deerlick Ridge Forge can beat that—he teaches robots how to weld. In the daytime, he works for Polaris Industries in the factory where they manufacture the four-wheeled side-by-side Ranger robots and the three-wheeled go-fast Slingshots.
He writes the programs that drive the automated welding robots, placing precise welds at critical structural points on the vehicles as they are assembled. Josh is a Forged in Fire competitor from season six and specializes in damascus kitchen and hunting knives. He says “Deerlick” is the name of the creek down the hill from his shop, and that nobody actually licks the deer.
Jason Wilder
The apostle Paul was a tent maker and did enough of that work over the years to support his ministry. Jason Wilder is a Church of Christ minister and supplements his work with knifemaking. After all, the Bible does say “the Word of God is sharper than a two-edged sword.” Jason admits that he may occasionally carry a sidearm and a knife in the pulpit and on pastoral hospital visits.
“Nobody goes into church work or knifemaking to get rich, but my family gets by on the combination of the two,” he notes. “My ministry schedule allows me to make knives, and my knifemaking supports my vocation as a minister.” Jason makes Sunday-go-to-meeting-quality fixed blades, both forged and stock removal.
Terry Vandeventer
In addition to forging impressive fixed blades, ABS master smith Terry Vandeventer is an expert snake handler. Terry has enjoyed a long career as a professional herpetologist, an expert in reptiles and amphibians. He started out with snakes as a zookeeper, and eventually built a business breeding rare and unusual snakes for zoos.
While he says he’s past his prime in the snake business, he still has “only” about 75 snakes in his current lab. Terry continues to make knives as a source of stress relief, and says “When the knife business gets stressful, it doesn’t serve its purpose for me.” I don’t know about you, but I’d find the North American pit viper collection a bit more stressful than knifemaking.
Bryan Borton
Bryan Borton has spent nearly 30 years in the concrete-sculpture-casting business with his wife Kristy. Bryan crafted this fileworked hunter with stainless bolsters laser engraved by Tyler Poor.
Where do birdbaths come from, anyway? Besides, were birds dirty before people started making birdbaths? Do baby birds prefer baths and older birds prefer showers? My friend Bryan Borton has spent nearly 30 years in the concrete-sculpture-casting business with his wife Kristy. He claims to have made thousands of concrete birdbaths, and his most unusual casting jobs include giant mushrooms, his brother-in-law’s headstone, and some great big soda bottle replicas.
He began making knives seven years ago, learning first from me and then from Travis Payne and some members of the Texas Knifemakers’ Guild. His knives are popular among the rodeo and ranching crowd, as you might suspect given his West Texas location.
Robert George
Robert George is an electrical engineer. Boring, right? Not at all. Robert was the chief architect at AMD (Advanced Micro Devices) for the computer chips used in the Playstation 4, PS4 Pro and PS5 video games.
If you’re a gamer, you’ve probably used his work and didn’t know it. Robert describes himself as a “100 percent bladesmith” because he enjoys the artistic expression of forging close to the final shape. He studied with ABS master smiths Jim Crowell, Timothy Potier and J.R. Cook at the Bill Moran School of Bladesmithing in 2010 and has been passionate about knives ever since.
The List Goes On And On
There are some lists that will always be incomplete, and this is certainly one destined for deficiency. I didn’t have time or space to include BLADE Magazine Cutlery Hall-Of-Fame® member James Batson the rocket scientist, Les Adams the bomb squad technician, Jeremy Spake, who builds armatures for stop-motion animation films, or Grace Horne, who builds custom lingerie. I
also left out a bunch of knifemakers with exotic hobbies like ABS master smith Jordan LaMothe, who performs in musicals, Ryan Breuer, who does ballroom dancing contests, and I’m sure I left out plenty of great stories about people I haven’t met yet.
You and I may have different vocations from each other, and surely don’t have the same jobs as some of these knifemakers. Even so, one thing that joins us all together is our appreciation for knives. Handmade or user grade, for display or cosplay, for vegetable cutting or whitetail gutting, our love of knives brings all of us together in our occupational diversity.