


Know the visual tells of whether a hamon is done properly or not.
For centuries, the hamon has served as a mark of excellence in the forging of blades.
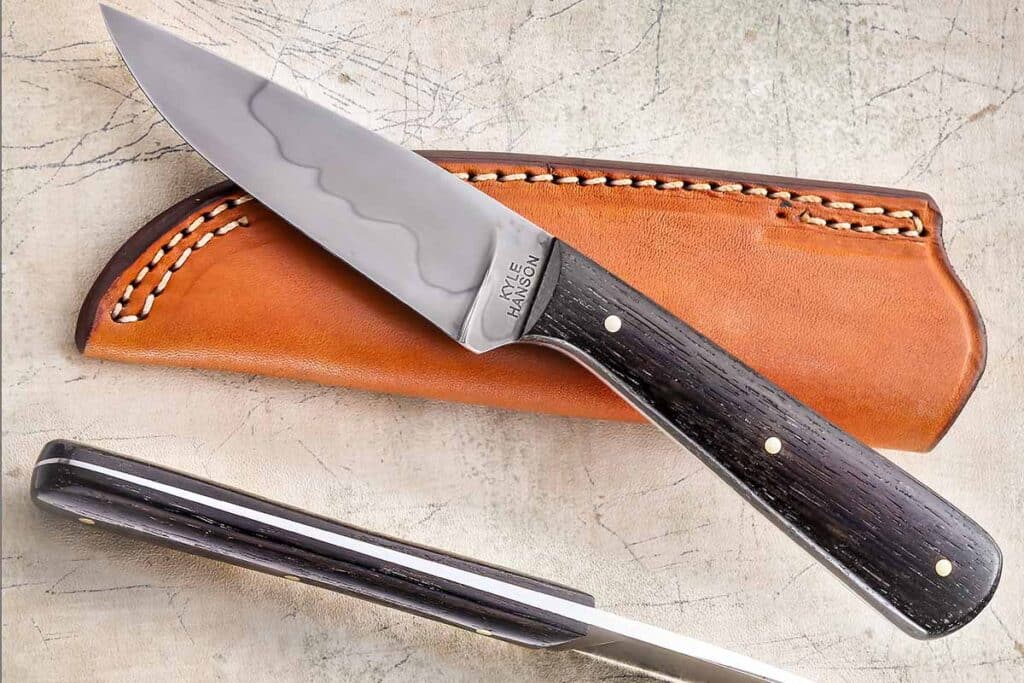
Conspicuous by its picturesque line generally dissecting the midsection of a differentially heat-treated blade, it demonstrates a skill set highly valued among top bladesmiths and swordsmiths. Moreover, the difference between a good hamon and one that doesn’t hit the mark can help the maker, owner and user in understanding the prospective performance of the blade itself.
Basically, think of a hamon as the equator between the hard and softer or more malleable areas of the blade. Everything above the hamon is softer, which translates as making the back of the blade malleable and thus tougher. In other words, the blade will bend but not break. Meanwhile, everything below the hamon is harder, which is better for holding an edge.

“There are several things that make the edge pattern successful,” explained bladesmith Emiliano Carrillo of Sun and Stars Forge. “The first two are practical.
The hamon should be continuous; there should be no areas of it that fall off the edge of the blade. It should be high enough that the knife can support a lifetime of sharpening and removal of edge material without biting into soft material. For kitchen knives this can be somewhat low to the edge, as the geometry will have to be adjusted if a large amount of edge material is removed.
“The rest are my own opinion and are purely subjective. I’m a bladesmith who works in the historical tradition and therefore my work draws on traditional Japanese metalwork when it comes to hamon aesthetic and technique.
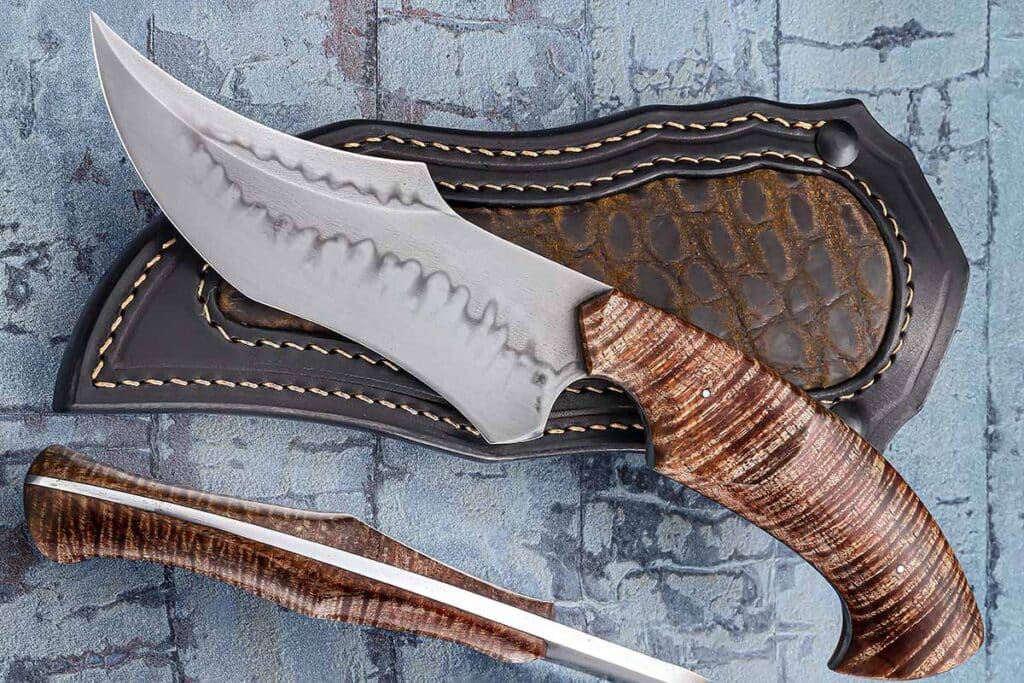
“I think a good hamon should be active and rippling, showcasing your imagination and artistic vision,” Emiliano continued. “It should have good undulations and look like it’s been drawn on the blade with an ink brush. There should be ashi [legs], which are areas of hardening within the hamon that drip down towards the edge. Sometimes a repeating motif, like sanbonsugi [three cedars] or choji [clove] can be utilized to guide the way you want to design the hamon.”
ABS master smith Mike Quesenberry agrees that there are hallmarks to a good hamon that are readily discernable.
“First and foremost, a good hamon will not come down to the cutting edge,” he remarked. “That is a no-no because it is bringing down soft steel where you want hard steel. I want a bigger transition area, and you can credit the Japanese for starting it. As the technology evolved over hundreds of years, they found bits and pieces coming down from the hamon, giving strength to the edge.”
ABS master smith Brion Tomberlin adds that the proper hamon is visible to the eye even when the maker is finishing the grinding process at 120 grit.
“The Japanese have many terms for effects you see and want to see in a nice hamon,” he commented. “And you can spend years studying these. For our purposes, you want it to be very visible and make a very visible demarcation from the hardened area to the softer area. Additional effects such as ashi, which are wispy cloud-like formations hanging down from the main line, are nice and show control.”
Steel Selection

Success or frustration in the hamon process begins with the proper steel, and BLADE Magazine Cutlery Hall-of-Fame® member/ABS master smith Steve Schwarzer emphasizes that point.
“Steel selection is critical,” he observed. “You want a simple carbon steel with .70 to 1 percent carbon, and guys are doing ‘gee whiz’ work using a formula with W2 steel, which is a very simple steel. The time-temperature-transformation curve is important, and alloy widens the curve. Too much alloy in the steel won’t transform fast enough to achieve the hamon pattern you want.”
Tomberlin added that low-alloy carbon steels yield the greatest success, and these include W2, W1, 1095 and 1075.
“The maker should look at the certifications for the steel to see the composition,” he recommended. “You want a steel low in manganese, as manganese promotes deep hardening instead of shallow hardening, which we want. We want the transformation of austenite to martensite to be fast upon quenching in order to achieve a hamon, and shallow hardening steels are what is needed. Can you achieve hamons with other steels? Yes, in some cases where the manganese is lower, but they usually do not have the activity or effects you would like to see. My go-to steel is W2.”
Creating A Hamon
After the heat treating and hardening process develops the desired hamon, bringing out the robust visual aesthetic is a process in itself that, according to Carrillo, varies from bladesmith to bladesmith.
“All makers have different ways of polishing out their hamon, and these methods evolve over time or to suit a particular project or aesthetic need,” he observed. “My technique has evolved over time but works for 90 percent of the work I do, and is a good way to practice bringing out all the activity you want to see in the steel.”
For his technique, Carrillo grinds the blade to 220 grit; polishes it to 800 grit using a hard backer for the sandpaper; cleans the blade completely using acetone, dish soap or rottenstone while making sure water does not bead up on it; etches it in ferric chloride; removes oxides completely using fine grit sandpaper; assembles; and then oils.
Quesenberry follows a similar protocol.
“I have a blade in front of me and I’m going to a hammer-in this weekend. I will take it up to 800-grit finish and dip it in ferric chloride,” he said, “and then I’ll wait until it turns black depending on the strength of the ferric. Once it’s black I neutralize it with Windex and then pull with a gray 3M polishing cloth in nice, even and straight lines, removing the black to get the white for the ashi to pop.”
Faux Hamons

To dispel one common question, bladesmiths confirm that all knives do not have hamons. As Carrillo says, “There may be areas of decarb on the blade that may be mistaken for a hamon, but it is only surface level.”
At the same time, some factory-produced blades may have a fake hamon etched onto the blade to make the piece more attractive to the potential buyer.
“If a hamon has been etched on, a perfectly clean line is generally seen,” he added. “It doesn’t have any of the cloudiness or desired fuzziness seen in the line on a real hamon. The fake ones are generally very white and too regular to be a metallurgical effect.”
Tomberlin has seen a false hamon from time to time and says the technique to achieve one is quite different from the genuine article.
“This is usually done by selective etching or different polishing techniques,” he advised. “It is hard to explain how to tell, but if you see one versus a true hamon it stands out immediately, usually as too regular with no effects at all. Also, there is usually a very sharp demarcation line from highly polished to etched, and this is especially prevalent in some pieces from overseas.”
What Makes A Good And Bad Hamon
Separating the good hamon from the bad hamon may require practice. In some cases the differences are obvious but in others, they are more subtle. The professionals have seen it all.
“The biggest issues of a poorly done hamon are things like fading away in some areas or, yes, going off the edge of the blade,” Tomberlin related. “If the hamon fades off the edge that means your edge is not hard in that area, which is not good. The main causes of this are clay coating being too thick and improper heating of the blade when bringing it up to quench temperature. The main issue I have seen is the hamon going off the edge. As long as you have the edge hard you have a hamon.

“Poorly done polishing will show up also. A well done hamon takes time both before and after quenching. Trying to cut corners on polishing will definitely show. As for a lack of activity in the hamon, such as being straight instead of having hills and valleys, someone told me a number of years ago that one of the hardest things to do well is a simple straight hamon called a suguha.”
Schwarzer sees crispness in the boundaries of a good hamon and acknowledges that heat treating and polishing techniques are critical in bringing that out.
“In the early ABS [American Bladesmith Society] we used an edge quench to get a hamon, and that is the mainstay of the ABS today,” he said. “In testing now you rarely see a hamon because you don’t see as much polishing as necessary to get you through the test. You can’t bring it out with a buffer. It’s almost like a metallurgical polish so you can see the grain in the steel.”
The well done hamon represents an art form in itself, and Quesenberry is impressed with the current wave of artistic impression.

“People have ‘Americanized’ it I guess you could say, and I can do a decent hamon. But some guys out there have absolutely nailed it,” he smiled. “They can paint pictures with theirs using the clay and the heat treating process. You have to be careful not to over-refine the steel grain structure, especially in W2 shallow hardening steel, or you won’t get good results. There is a dance to it.”
The perfection of the hamon process, start to finish, steel and clay, temperature to quench and harden, has fascinated the bladesmith and the admirer of the finished product for centuries. Looking down the road, the possibilities are infinite.
Yet being aware of the good versus the inferior product adds even further to real appreciation of the process.
More On Hamons:
- Knifemaking & Swordsmithing: How to Make a Hamon
- The Hamon: What, Where, Why and How
- Hallmark Of The Hamon
- Honey Hole Of Custom Knives Sporting Hamons
 NEXT STEP: Download Your Free KNIFE GUIDE Issue of BLADE Magazine
NEXT STEP: Download Your Free KNIFE GUIDE Issue of BLADE Magazine
BLADE’s annual Knife Guide Issue features the newest knives and sharpeners, plus knife and axe reviews, knife sheaths, kit knives and a Knife Industry Directory.Get your FREE digital PDF instant download of the annual Knife Guide. No, really! We will email it to you right now when you subscribe to the BLADE email newsletter.




