


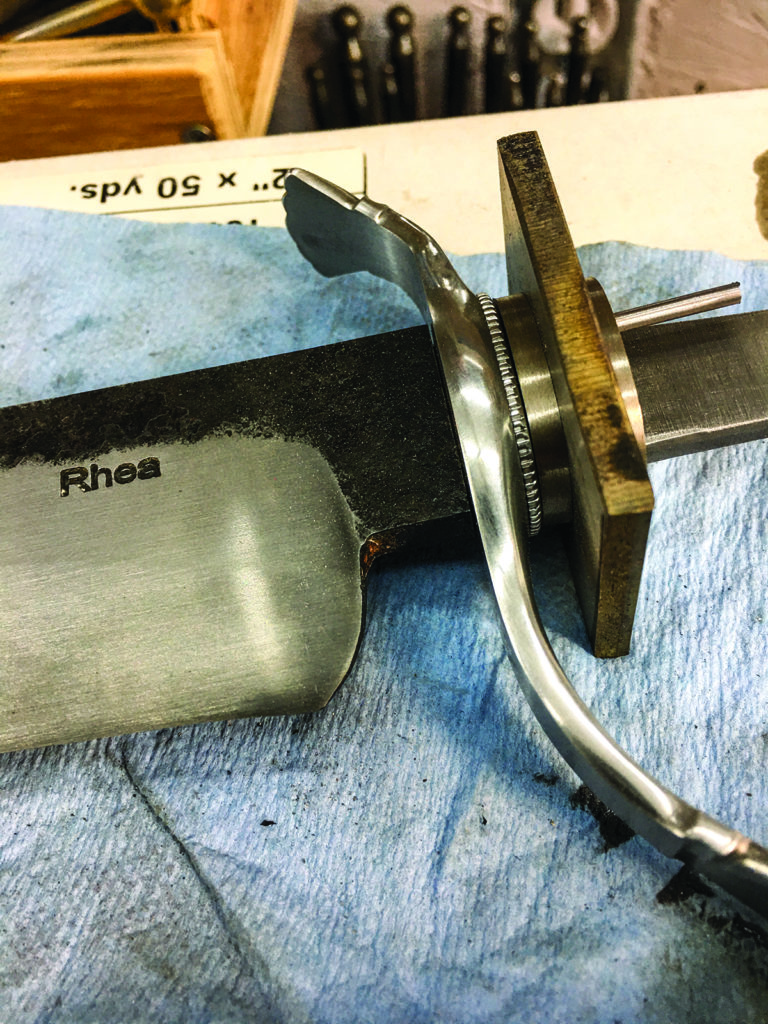
Blending the old with the new sometimes can yield notable results.It’s been said there’s nothing new under the sun. I might add that new ideas in knifemaking are rare. I do not claim the technique I am about to share is new because that could start the story off on the wrong foot. On the other hand, I will say I have not seen it done in the context of making knife parts. Comparisons can be drawn to particular cultural techniques, and I encourage that in the name of inspiration. Speaking of, that will be the purpose of this discussion—inspiration.










 NEXT STEP: Download Your Free KNIFE GUIDE Issue of BLADE Magazine
NEXT STEP: Download Your Free KNIFE GUIDE Issue of BLADE Magazine
BLADE’s annual Knife Guide Issue features the newest knives and sharpeners, plus knife and axe reviews, knife sheaths, kit knives and a Knife Industry Directory.Get your FREE digital PDF instant download of the annual Knife Guide. No, really! We will email it to you right now when you subscribe to the BLADE email newsletter.




