



The variety and types of belt grinders available today is tremendous. Without a doubt each individual has his/her favorite machine. Although all are very good, we always wish that we could make them do more, or modify them to better fit how we each do things in our shop(s).
I have used every grinder out there at one time or another, and have chosen the Wilton Square Wheel as my favorite. The most attractive feature for me is the ease and speed of changing attachments.
As it comes from the factory or dealer, there are a few draw backs that can be irritating to a knifemaker. Below are a few modifications I have made to increase versatility and production in my shop.
Specs
The machine is set up to run either 110VAC or 220VAC. As delivered it is set up to run at 110VAC, I highly recommend setting it up to run on 220VAC. There is a world of difference in the power and smoothness of the machine from 110 to 220. (My machine had change over instructions located inside the switch housing.)
Slow Down
If you did not purchase a variable speed machine, get a “slow down” drive pulley. As it comes from the factory, the Wilton Square Wheel has a 10″ drive pulley that runs the machine at 4600 SFPM (surface feet per minute) Before they were offered commercially, I had one made at a local machine shop. Mine is 7″ dia, and slowed the belt speed down to 2950 SFPM.
By slowing the machine down, it may seem at first that your progress is very slow, but your grinds will come out much nicer, and you’ll get a lot more mileage out of your belts.
Flat Platen Attachment
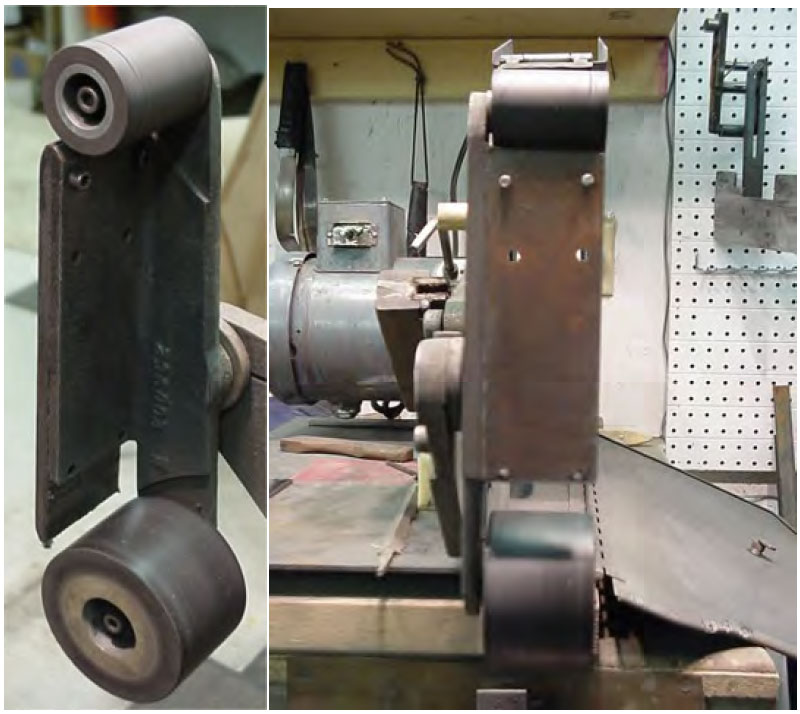
Next we turn to modification of the flat platen attachment. As it come from the factory, and with the way the platen attachment is cast, there is simply not enough room or tracking adjustment to allow one to create plunge cuts on the left side of the platen (as you are facing the machine).
It took me a while to work this one out, but the solution is a simple fix. I created a platen that bolts onto the existing platen. These “add on” platens are nothing more than a piece of 1/4″x 2″x whatever length you want (up to the original 8″) that the belt “rides” over. This will give you plenty of room for plunge cuts. In the photos below you can see how I drilled two holes in the casting, and use two socket head bolts (10-24 thread) to secure the “add on” platen.
The easy way to do this is to remove the contact wheels and use a set of vise grips to drill the holes for threading, and then enlarge the holes in the casting to accept the socket head bolts.
Modify Platen Lengths
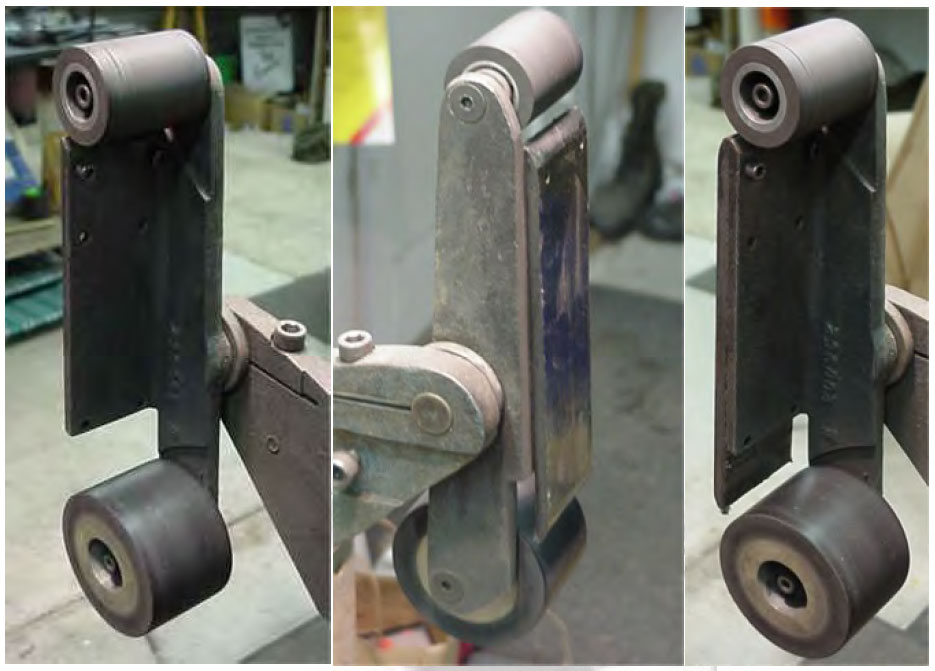
For those who were paying close attention to the photos above, the platen may have seemed shorter than it should be. This brings us to one of the best improvements. Remove 2″ at the bottom of the factory platen casting. This gives an area that is ideal for convex grinding.
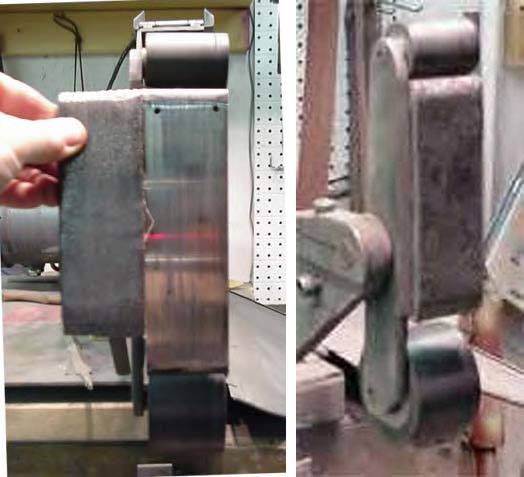
Platens can be made in different lengths, for various applications. The above photo on the left shows two different platen sizes, the large for flat grinding, and in the right photo, the shorter platen is in place for convex grinding. Below is a close up view of the setup I use for convex grinding. It’s easy to get carried away and use too much pressure, so nice and easy is the key. You can control the amount of convex with a combination of belt tension, and the amount of pressure you apply to your work piece.
Using the Short Platen
I seldom use the 8″ wheel, with the exception of profiling blades. The long flat platen, I use for flattening, and tapering, the shorter platen is used for convex grinding.
If you have made modifications, and are willing to share your ideas, let me know in the comments.
NOTE: Since first writing this article, I have trashed the idea of using Graphite canvas for a platen backing. This material wears too quickly, causing uneven grinds and just general mayhem. I now use “pyro-ceram” or tempered glass on all my platens. The platen MUST be flat, and the glue used to attach the glass able to withstand heat (I use AccraGlass) but it will improve you grinding 10 fold.
Keep Learning About Knife Grinding with This Download
 NEXT STEP: Download Your Free KNIFE GUIDE Issue of BLADE Magazine
NEXT STEP: Download Your Free KNIFE GUIDE Issue of BLADE Magazine
BLADE’s annual Knife Guide Issue features the newest knives and sharpeners, plus knife and axe reviews, knife sheaths, kit knives and a Knife Industry Directory.Get your FREE digital PDF instant download of the annual Knife Guide. No, really! We will email it to you right now when you subscribe to the BLADE email newsletter.





Name was wrong.
I’m looking for a replacement 1 1/2″ wheel and after seeing your idea on slowing the machine down wirh a smaller drive wheel I’d like to get one. Does it change the length of the belt needed though? Thanks