1 Knife for the Lima Company 11
BY MIKE HASKEW BLADE® FIELD EDITOR
*This article originally appeared in BLADE Magazine Winter 2013
The bond of brotherhood, sacrifice, and selflessness forged by fighting men in combat is, perhaps, the strongest emotion human beings can experience. So it is with Travis Williams.
Having just turned 18, Travis enlisted in the United States Marine Corps In December 2001. He reported for duty the following August and spent the next four years in the service. While he trained, his original reserve unit had already deployed to Iraq, and he was among a few who were reassigned to Lima Company, 3rd Battalion, 25th Marines, another reserve unit, headquartered in Columbus, Ohio.

During its deployment to Iraq, Lima Company endured days of patrols in harm’s way, intense firefights, and the ever-present danger of IEDs (Improvised Explosive Devices). With a strength of about 180 Marines, Lima Company lost 24 killed in action, and one in eight of its Marines received the Purple Heart for wounds received or death as a result of enemy action. By late 2005, Lima Company was the hardest hit unit of its size in the Marine Corps. Lima’s battalion lost 48 men killed in Iraq.




AUG. 3, 2005
Considering the tedium and tension that encompassed his time in Iraq, a single day stands out in Travis’ memory. On Aug. 3, 2005, during a patrol near the town of Barwanah, 11 Marines from his squad were killed in a massive IED explosion.
“We were going to start at 0600,” Williams recalled. “We loaded our amtracs, big transport vehicles, and about five minutes before we stepped off, a call came down from higher. For some reason the platoon commander and I got pulled out of our vehicle with 1st Squad and put in a vehicle ahead of theirs with Iraqi forces in it. We headed for town and weren’t going to take any roads in. It was about a month before we were to leave the country, and we had seen a lot of firefights and IEDs.”
After the patrol received word that the road was, in fact, clear, the catastrophic explosion erupted. “We hopped on the road, and right as we made the turn for town I was sitting down in the vehicle,” Travis continued. “Somebody has to stand up to provide security, and I saw the explosion in the glasses of the guy standing up in our vehicle.”
Williams still does not know why he and the platoon commander were ordered out of the vehicle that was hit. He was not injured. Fifteen men occupied the stricken amtrac, and he had known those Marines that were killed for more than a year. Among them was his best friend, Lance Corporal Aaron Reed of Chillicothe, Ohio.

When Lance Corporal Travis Williams returned home to Missoula, Montana, in August 2006, he brought with him the memories and the scars of his wartime experience. He worked as a private investigator for about five years, and then an opportunity that he could not pass up presented itself. Always fascinated and intrigued by knives, he met custom knifemaker James Behring, Jr.
“James moved to Missoula from Michigan in 2011, and he married my friend’s sister,” Travis said. “I would hang out at the shop and watch what he was doing, and finally he told me that he was looking to hire somebody. I jumped in from there, cutting out blades from bar stock, soldering guards and finishing handles and stuff like that—until I was able to make a knife.”
GOLD STAR FAMILIES
This past February, the Wall Street Journal featured Travis in an article observing the 10th anniversary of the war in Iraq. “They wanted to know how I was doing,” he commented, “and there was a video with it and a guy followed me around the shop while we were making knives.”
A fellow Marine veteran saw the article and contacted Travis, telling him that a benefit was being organized for Gold Star Families in Ohio. These are the families of those who have lost a loved one in battle. “He asked me to make a knife for a silent auction, and the proceeds would go to support the work of an artist that was painting life-size portraits of the guys that were killed from the company,” said Williams. “It was on short notice because the event was going to be in three weeks. I cleared it with James and then contacted Roger ‘Mudbone’ Jones of Waverly, Ohio, to make sure he could make the sheath if I got the knife to him in time.”
Mudbone is an accomplished knife and sheathmaker in his own right. A friend of the Behring family who considers James Behring “like my own son,” Mudbone agreed to make the sheath. His relationship with Travis has grown as well, and he simply considers the former Marine a second son. In fact, it is Mudbone who brought this compelling story to the attention of BLADE®.
“Travis called and said he wanted to tell me about the knife and get some pointers on it and the sheath,” Mudbone remembered. “It knocked me out when he said this was for his friends, and particularly his best friend who had been killed. It turns out Aaron Reed was from my hometown, Chillicothe, Ohio. I had never met the boy, but I knew of his mother, who had been a teacher in a local school.”
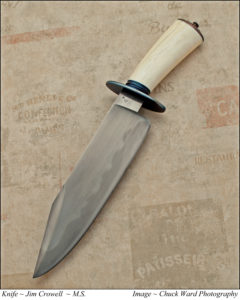
Travis set to work under the watchful eye and guidance of Behring. The finished knife includes a 6-inch drop point blade of O-1 tool steel, a thick brass guard, and a stacked-leather-washer handle with a butt of whitetail crown stag. Inserted between the leather washers is a piece of the nametape, typically worked across the top of the uniform pocket, of each of the 11 Marines killed on Aug. 3, 2005. The letter “L” for Lima Company and “3/25” for 3rd Battalion and 25th Marine Regiment are hot stamped into the blade.

When the knife was complete, Mudbone set to work. With only a week to complete the task, he crafted a leather sheath with the iconic image of the rifle turned down into a boot and topped by a helmet. A dog tag hangs from the weapon. The word “LIMA” is also prominent.
“On the back of the sheath there are 11 four-pointed North Stars,” added Mudbone. “Craftsmen of earlier times stamped these on guns and knives so the owner could always find his way home. They finished the knife on a Saturday. I got it on Tuesday and dropped everything else to get the sheath done. Sometime around 3:30 or 4:30 a.m. the next Saturday, I pulled the last stitch and put the last wax on it.”




Above: Working from the drawing, Roger “Mudbone” Jones employed a Marine theme of helmet, weapon, dog tags and boots to make the knife’s leather sheath, including the Lima Company name. On the back of the sheath are 11 four-pointed North Stars,” added Mudbone. “Craftsmen of earlier times stamped these on guns and knives so the owner could always find his way home.” (photos courtesy of Mudbone Jones)
SOLD for $7,000
The knife sold for $7,000, but not during the silent auction. “Doc” Wentworth, a Navy corpsman who had been assigned to Lima Company, was determined to keep the Lima Knife with the portraits so beautifully painted by artist Anita Miller. The memorial event at the Ohio Statehouse in Columbus was moving and inspirational, and Wentworth succeeded through social media in raising small donations that bought the knife and will allow the memorial to remain together in its permanent home in the statehouse. An accompanying book, The Lima Company Memorial: A Remembrance of Spirit and Choice, has also been produced.
UNBREAKABLE TIE
Learning the art of knifemaking and continuing to work with James Behring has proven therapeutic for Travis, and he is pleased with his opportunity at Behring Made Knives. While continuing to work in the shop, he attends events that help other veterans adjust to life after active duty. At some point in the future, he may begin making more knives and even taking orders. For now, he is content to continue learning.
“I like where I am with James’ company,” Williams said. “I do everything from heat treating to finishing blades and handles, and have recently gotten into making Kydex. On some of our CNC knives I’m doing the blasting, coating and sharpening of the blades. James is sitting there watching me, and someday I would like to get to the point where I am making knives on my own.”
Today, Travis finds contentment with his work and sees the future with optimism. There will, however, always be that unbreakable tie to his fellow Marines. Meanwhile, with a little help from his friends, he has created a lasting tribute to his fallen comrades.

For more information contact Roger “Mudbone” Jones, Dept. BL12, 320 Prussia Rd., Waverly, OH 45690 740-739-4562 [email protected], or Travis Williams, c/o James Behring, Dept. BL12, POB 17317, Missoula, MT 59808 406-926-1193 (shop) [email protected], www.behringmade.com.