The company’s shop was extensively damaged in the natural disaster.
Hurricane Helene affected a vast swath of the country and the knife community was not immune. Several knifemakers call North Carolina home, the state that took the brunt of the devastating hurricane that tore across Appalachia in September. One of the harder hit was Winkler Knives, based out of Boone.
The tactical- and outdoor-focused maker thankfully did not lose any of its employees in what turned out to be among the worst natural disasters in recent history. The company’s shop, however, incurred substantial damage from the torrential downpours flooding much of North Carolina’s countryside. In a brief estimate on a YouTube video, Winkler’s founder and owner Daniel Winkler when he returned to his shop there was 15 inches of standing water throughout. Even more troublesome, the workspace was swamped with hundreds, if not thousands of pounds of mud.
Needless to say, this halted the company’s production and put many orders on hold, with much of its machinery reportedly damaged or destroyed. In finished products, Winkler estimates it lost two weeks of work.
Living up to the rugged persona of its knives and axes, Winkler is attempting to make the best out of a rough situation. The company is staging a special sales day on Nov. 30, to raise funds to—as the company puts it—build back. The company will stage a meet-and-greet before the actual sale, then offer those who register, early-bird entry before its store opens proper to the public. And Winkler has quite a selection of special knives up for sale at the event.
Made in Boone, North Carolina, the Winkler Knives Tactical Dagger in a black Micarta® handle has the same specs as the WASP-pattern model.
Among the many special offerings will be Winkler Knives standard models made by Daniel Winkler (DW Made), Winkler Knives Traditions by Daniel Winkler and Karen Shook, and even a couple of one-of-a-kind hand Forged knives by Master Bladesmith Daniel Winkler, accompanied by the leather craft of Karen Shook. There will also be special editions produced by Winkler Knives Artisans.
This is a special affair and only registered customers will be allowed in during the early-bird portion of the event. The company will not conduct phone sales for the event, only in-person sales. However, Winkler will set aside special editions from the sales event for those unable to travel to Boone. Those products will become available on Winkler Knives’ website on December 2, under the “Currently Available” tab.
If you are interested in attending the Winkler sales event, time is of the essence. The deadline to register is Nov. 18. To register, email [email protected] with the subject Register. The company will email an invitation or a notification the event is full in response.
Winkler Knives Sales Event
Nov. 30, 2024 520 Church Road Boone, NC 28607
Sales Event Schedule
8 am Meet-And-Greet The Winkler Team 9 am Product Preview 9:30 Early-Bird Sales
Hinderer’s XM-18 out the side autos each pack a punch.
Rick Hinderer Knives offers two of its latest iterations of what industry observers say will continue to be a hot knife style for the foreseeable future—the automatic—in the XM-18 3.5 Bowie Auto and XM-18 3.5 Spearpoint Auto.
The knives come in different handle colors and inlays and are basically the same design with the same dependable out-the-side automatic opening mechanism, but each offers its own different blade pattern and material.
XM-18 3.5 Spearpoint Auto
The 3.5 Bowie has a clip-point bowie blade of CPM S45VN stainless steel, while the 3.5 Spearpoint sports a spear-point blade of CPM 20CV stainless. In addition to each knife being a style to continue to watch in 2025, the steels bear serious eyeballing in the coming year as well as each makes the list of steels that will thrive in 2025 (see page 74).
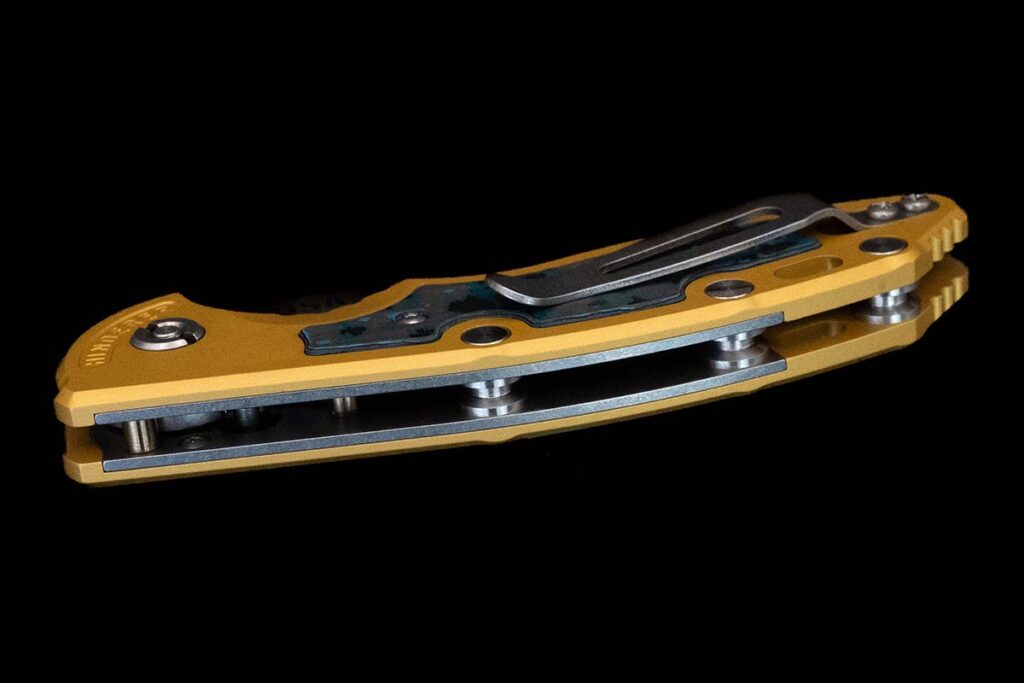
Each knife features Hinderer’s patent-pending titanium half liners, with the XM-18 3.5 Spearpoint Auto doing the honors here.
Each knife features traction ridges on the base of the blade spine and handles with single, traction-ridged finger grooves, ridges on the bottom of the handle toward the butt, an integral guard and a hole for a lanyard. Each also has Hinderer’s patent-pending titanium half liners reinforcing the aluminum handles.
Welcome to CANCON A Fully Suppressed Range Day! The World’s Favorite Suppressed Shooting Festival moves to the Carolinas!
We can’t wait to welcome you to the new home of CANCON on the East Coast: Clinton, South Carolina. Join us on November 8th & 9th, 2024 for an action-packed weekend of fully suppressed shooting!
With a new BIGGER venue to host CANCON there will be MORE sponsors, more bays, more guns, more suppressors, and more fun!
The Clinton House Plantation Shooting Complex is a massive venue and gives CANCON the room we need to expand! Located just 45 minutes south of Greenville, South Carolina, 1 hour north of Columbia, and 2 hours south-west of Charlotte, NC.
More space means more shooting lanes and more sponsors! Find more guns to shoot, more suppressors to test, all for the same low price of $50 per day.
New this year will be a 1,000-yard AND 1-mile shooting range! Get to test high-performance rifles AND high-performance suppressors and see how far you can reach out.
Friday only stop by the Blade Magazine Tactical area and shop custom tactical knives!
Clinton House has tons of FREE onsite parking! Shooting all that free ammo will make you hungry so stop by the concessions to refuel!
General admission is available Friday and Saturday, Nov 8 & 9th, $50 per day, or save money and get the entire weekend at a discount!
More information and ticket pre-sales are now available at the CANCON WEBSITE!
Returning to CANCON is PROS Vs. JOES! We select a random participant from the crowd to go head-to-head against a seasoned pro shooter. Can an everyday Joe outshoot a Recoil Pro in a high-stakes shooting competition? If they do, they win BIG!
CANCON T-shirts will be available for pre-order and at CANCON! These are high-quality shirts that feel great and look awesome.
Filmed on location is a RECOILtv original, Run N Gun! Watch your favorite Sponsor as they run through our Run N Gun course of fire.
Subscribe to the CANCON Event Newsletter
Give us your email below and click the button to be the first to learn about updates and developments!
People with a government-issued ID card showing they live in the following zipcodes are eligible:
27830
28801
28720
28735
28778
A government-issued identification card that states that you live in one of the following zipcodes. Bring your ID to the festival, as it will be checked at the gate to confirm your residence. Note: CANCON is only accepting ID cards, and will not accept utility bills or other proof of residence.
Eligible people can unlock their free ticket by going to the CANCON CAROLINAS tickets page or visit Universe.com, clicking on the ‘Have an access key’ link, and entering HELENERELIEF into the box.
If you’re on Universe, you will have to click the GET TICKETS button.
Click the link and enter the code HELENERELIEF into the box that appears. Click the UNLOCK button. A free Hurricane Helene ticket for Friday, November 8th should now be available to you.
Change the dropdown next to the Hurricane Helene ticket from 0 to 1.
Check out. You will receive an email with your ticket. REMEMBER, every free ticket holder will need to bring a Government-issued ID showing that you live in one of the Zipcodes above in order to gain entry with a Helene relief Ticket.
Only one free ticket is allowed per visitor. Once they check out on the site, they will need to bring their digital free ticket, along with their ID card showing their residence to CANCON in Clinton, South Carolina.
What’s on the menu this month? A bevy of new kitchen knives–both factory and custom.
With the big holidays ahead, we’re heading into the thick of eating season. In turn, it might be time to up the game of your kitchen tools. We have selected a bevy of new custom and factory kitchen knives to show off this month, which only leaves the question—what’s on your menu?
Gabe Fletcher and Don Nguyen Slicer
KNIFE TYPE: Slicer BLADE LENGTH: 17.25” BLADE MATERIAL: Damascus of 1080 carbon and 15N20 nickel-alloy steels BLADE GRIND: Convex w/a fuller HANDLE MATERIAL: Carbon fiber and G-10 OVERALL LENGTH: 23.25” MAKERS’ PRICE FOR A SIMILAR KNIFE: $8,000 KNIFE TO KNOW: The knife is a collaboration between Gabe Fletcher and Don Nguyen; Gabe forged the damascus and the blade, and Don finish ground it and made the handle; Gabe also made a special beer called Nguyen for the collaboration through his Anchorage Brewing Co.; Gabe is an ABS apprentice smith MAKERS: Gabe Fletcher and Don Nguyen, (Jocelyn Frasier image)
DP Custom Knives Chef’s Knife
PATTERN: Chef’s knife MODEL NAME: Honyaki gyuto BLADE LENGTH: 9.45” BLADE MATERIAL: W2 tool steel BLADE GRIND: “S” type BLADE FINISH: Hand-sanded satin HANDLE MATERIAL: Ukrainian bog oak BOLSTER MATERIAL: Antique Westinghouse Micarta® and copper OVERALL LENGTH: 15.95” KNIFE TO KNOW: The maker’s Honyaki Gyuto won Best Chef’s Knife at the 2024 Sydney Knife Show MAKER’S PRICE FOR A SIMILAR KNIFE: $1,546 at press-time exchange rate MAKER: Dmitriy Popov, DP Custom Knives, dpcustomknives.com.au, (Rod Hoare image)
Jonas Blade & Metalworks Senshi
KNIFE NAME: Senshi PATTERN: Chef’s knife BLADE LENGTH: 9.25” BLADE MATERIAL: Damascus of 1084 carbon and 15N20 nickel-alloy steels DAMASCUS PATTERN: River of Fire + twist BLADE GRIND: Flat w/a convex edge HANDLE MATERIAL: Black stabilized amboyna BOLSTER: Micarta® and brass OVERALL LENGTH: 14” KNIFE TO KNOW: The maker is an ABS master smith MAKER’S PRICE FOR A SIMILAR KNIFE: $4,600 MAKER: Zack Jonas, Jonas Blade & Metalworks, (SharpByCoop image)
Brent Stubblefield Chef’s Knife
PATTERN: Chef’s knife BLADE LENGTH: 12” BLADE MATERIAL: Mosaic damascus BLADE GRIND: “S” type HANDLE MATERIAL: Desert ironwood BOLSTER: Fine silver OVERALL LENGTH: 17.5” MAKER’S PRICE FOR A SIMILAR KNIFE: $2,400 MAKER: Brent Stubblefield, joinordieknives.com, (SharpByCoop image)
Alexandre Chaves Chef’s Knife
PATTERN: Chef’s knife BLADE LENGTH: 9.75” BLADE MATERIAL: A damascus of 1084 carbon and 15N20 nickel-alloy steels ROCKWELL HARDNESS: 60 HRC BLADE GRIND: Convex BLADE FINISH: Contrast etched w/Gator Piss etching solution HANDLE MATERIAL: Elforyn synthetic ivory; filework inlaid w/crushed natural Shattuckite and contrasted w/gold resin BOLSTER MATERIAL: 9,000-year-old bog oak w/purple maple spacer OVERALL LENGTH: 14” MAKER’S PRICE FOR A SIMILAR KNIFE: $3,000 KNIFE TO KNOW: The blade features a K-tip, aka kiritsuke tip, designed for precision and versatility in fine slicing, dicing and scoring, as well as more delicate work such as preparing fish and fine cuts of meat; the knife is a wedding present for the maker’s little sister MAKER: Alexandre Chaves, (Jocelyn Frasier image)
Modern Cooking UG Chef’s Knife
PATTERN: Chef’s knife BLADE LENGTH: 9.25” BLADE MATERIAL: Damasteel DS93x dense twist pattern stainless steel BLADE GRIND: Convex BOLSTER: Integral forged HANDLE MATERIAL: Redwood lace burl and copper OVERALL LENGTH: 10.4” SHEATH: Redwood lace burl and copper MAKERS’ PRICE FOR A SIMILAR KNIFE: $2,775 at press-time exchange rate KNIFE TO KNOW: The knife is a collaboration between Naohito Myojin of Japan and European Jonas Johnsson; Johnsson did the forging, profiling, handle and saya (scabbard), and Myojin ground the blade; Modern Cooking organized the collaboration in partnership with Bonsai Boys Trading MAKERS: Naohito Myojin and Jonas Johnsson, Modern Cooking UG, moderncooking.com, (SharpByCoop image)
Andrea Lisch Chef’s Knife
PATTERN: Chef’s knife BLADE LENGTH: 6.5” BLADE MATERIAL: Feather pattern damascus BLADE GRIND: Custom convex BOLSTER: Damascus HANDLE MATERIAL: Black walnut CONSTRUCTION: Forged integral OVERALL LENGTH: 11.25” MAKER’S PRICE FOR A SIMILAR KNIFE: $1,300 KNIFE TO KNOW: The maker is a journeyman smith in the American Bladesmith Society MAKER: Andrea Lisch, (SharpByCoop image)
Ceilidh Dalton Veggie Chopper
KNIFE NAME: Yellowjacket KNIFE TYPE: Veggie Chopper BLADE LENGTH: 3.94” BLADE MATERIAL: Damascus of 1075 carbon and 15N20 nickel-alloy steels BLADE GRIND: Flat DAMASCUS PATTERN: Feather forged by Mathew McVicker HANDLE MATERIAL: Spalted tamarind BOLSTER: Ebony OVERALL LENGTH: 8.27” KNIFE TO KNOW: The maker is a probationary member of the Australian Knifemakers Guild MAKER: Ceilidh Dalton, (Rod Hoare image)
Jose Santiago-Cummings Steak Knife Set
PATTERN: Steak knife set BLADE LENGTHS: 5” BLADE STEEL: Damasteel stainless damascus in a Thor pattern BLADE GRIND: Full flat HANDLE: Mastodon ivory, red spacer, ironwood BUTTCAPS: Mokume gane and red-dyed coral OVERALL LENGTHS: 9” MAKER’S PRICE: $1,500 for the set, including stand; $300 per knife MAKER: Jose Santiago-Cummings, santiagoknives.com, (Jocelyn Frasier image)
Geoffrey Baze Chef’s Knife
PATTERN: Chef’s knife BLADE LENGTH: 9” BLADE MATERIAL: W2 tool steel BLADE GRIND: Flat HANDLE: Tasmanian blackwood w/bird’s-beak butt HANDLE PINS: Black Micarta® OVERALL LENGTH: 14” KNIFE TO KNOW: The maker is an ABS apprentice smith MAKER: Geoffrey Baze, (Jocelyn Frasier image)
Coast Contra
KNIFE NAME: Contra MODEL TYPE: EDC pocketknife BLADE LENGTH: 2.5” BLADE STEEL: 7Cr17 stainless BLADE PATTERN: Wharncliffe BLADE FINISH: Flat black titanium nitride coating BLADE OPENER: Blade hole HANDLE MATERIAL: stainless steel w/hole for a lanyard POCKET CLIP: One position LOCK: Framelock CLOSED LENGTH: 3.75” CONTINENT OF ORIGIN: Asia MSRP: $29.99 COMPANY: Coast, coastportland.com
SOG Knives Bulwark
KNIFE NAME: Bulwark DESIGNER: Mikkel Willumsen KNIFE TYPE: Flipper folder BLADE LENGTH: 3” BLADE MATERIAL: D2 tool steel BLADE PATTERN: Drop point BLADE @THICKEST: .14” BLADE FINISH: Black PVD coating BLADE OPENERS: Blade hole and flipper tab HANDLE MATERIAL: Micarta® in green (shown) or blue color options POCKET CLIP: Reversible, low carry LOCK: Framelock WEIGHT: 3 ozs. CLOSED LENGTH: 4” CONTINENT OF ORIGIN: Asia MSRP: $124.95 COMPANY: SOG Knives, sogknives.com
Hughes’ unbound energy touched outdoor writing, knifemaking, sports and higher education.
Billy Ray “B. R.” Hughes, one of four founders of the American Bladesmith Society, pioneering knife and also a gun and outdoor writer, bladesmithing teacher, member of the BLADE Magazine Cutlery and ABS halls of fame and dear friend of the knife community, passed away September 17. He was 92.
B. R. began his writing career in 1951 as a reporter for the El Dorado Daily News in El Dorado, Arkansas, and later wrote for the Arkansas Gazette and Monroe Morning World. He attended Henderson State University in Arkadelphia, Arkansas, where his flair for writing blossomed. He was editor of the college newspaper, assistant editor of the school yearbook and was active in school drama productions. He lettered in baseball and went on to play professionally for a short time in the minor leagues, topping out in the Class “C” league. He graduated from Henderson State in 1954 with majors in history and literature and a minor in speech and drama.
He began his teaching career in Huttig, Arkansas, where he met and later married Carolyn, current editor of The ABS Journal. Over the next decade, B. R. taught and coached at several Arkansas high schools. He covered the undefeated/untied University of Arkansas football team when the Razorbacks were recognized by several organizations as the 1964 NCAA national champions, a team coached by Frank Broyles and that included future Dallas Cowboys head coach Jimmy Johnson and Dallas Cowboys owner Jerry Jones. In 1965, B. R. joined the Texarkana College staff as director of public relations.
In 1961, he began his outdoor writing career with material published in Guns, Gun World, The American Rifleman and other magazines. His first knife-related stories were printed in Gunsport in 1966 and later in Gun World. His first knife book, American Handmade Knives of Today, was published in 1972. Along with Jack Lewis, B. R. co-authored The Gun Digest Book of Knives in 1973. It was the first knife publication of its kind in book form and foreshadowed the KNIVES annual introduced by Cutlery Hall-of-Famer Ken Warner in 1981, the latter of which continues to this day under the Caribou Media umbrella.
Other of B. R.’s books include the iconic Master of the Forge on the life and knives of his good friend, Cutlery Hall-of-Famer Bill Moran; Modern Handmade Knives; The Gun Digest Book of Folding Knives (co-authored again with Lewis); and others. In all, B. R. authored over 500 magazine articles on knives, including many in BLADE®, Knife World/KNIFE and others, in the process serving as a BLADE field editor for many years.
In 1976, along with Moran, Don Hastings and Bill Bagwell, B. R. was one of the four founding members of the ABS. Since 1984 he had served as the society’s secretary. Among his knife honors are the Knifemakers’ Guild Nate Posner Award and the Don Hastings Award, the latter the top honor of the ABS.
B. R. retired from Texarkana College in 1995 after having served over 25 years as dean of students. During that time he also served as commissioner of the Northeast Texas Junior College Baseball Conference, president of the Texas Junior College Dean’s Association, on the National Health Council, and on the Advisory Council of the American Red Cross.
For at least the past decade the B. R. Hughes Award named in his honor has been presented to the best knife of a successful applicant for ABS master smith at the BLADE Show. B. R. and Carolyn attended ABS hammer-ins for decades right up to the last year or two, helping coordinate the events and covering them over that time. B. R. also taught assorted subjects at the hammer-ins, at BLADE University and the Bill Moran School of Bladesmithing, first in Washington, Arkansas, and later when the school moved to the campus of Texarkana College in 2019. He also served as a judge for the testing of applicants for bladesmith ratings at the hammer-ins, the BLADE Show and elsewhere. B. R. and Carolyn’s children include Barry and Lee Ann, and two grandchildren, Cody and Cale.
Grace Horne makes what, for her especially, is the buy of a lifetime.
Scissors-making maven Grace Horne scored a find of a lifetime recently when she obtained the antique Scissor Sword made in 1851 by George Oates of Sheffield, England.
A Sheffield native, Grace thought she had lost out on the one-of-a-kind piece when someone else bought it after her computer crashed halfway through an auction of David Hayden-Wright’s collection of historical British knives in 2023.However, a dealer contacted her this past spring with a picture of the piece asking if she had ever seen it. Grace of course had, asked who owned it, contacted the owner and bought it from him at BLADE Show 2024.
Grace Horne
The sword was made especially for London’s iconic 1851 Crystal Palace Exhibition and is in Wright’s book, The Heritage of English Knives. In part, Wright wrote the sword was “conceived to represent two completely different visual images, one an elegant diamond tapering blade flat hilted court sword … the other an exceptionally large pair of attractive display tailor’s scissors … The long split blades form a diamond section with closing catch piece at the tip, each has foliate blued panels highlighted by the mirror polished steel, the steel ribbed ricasso forming the concealed hinge.
The split inner blade faces with white frost etched floral panels and the scrolled legend, ‘Manufactured by – George Oates – Sheffield.’” We seriously doubt Grace and the Scissor Sword will part company anytime soon.