Damascus, drop points and much, much more…
Autumn is here and, unlike the weather, knifemakers show no signs of cooling down. If anything, factory and custom makers are as hot as ever with a ton of new knives hitting the market. We picked out 12 great-looking recent drops certain to carve a place into your heart.
Jess Hoffman Donegal

Knife pattern: Skinner
Blade length: 4”
Blade steel: AEB-L stainless
Blade grind: Full flat
Handle material: Camel bone
Overall length: 8.25”
Sheath: Leather
Maker’s price for a similar knife and sheath: $230
Maker’s remarks: “My Donegal is a cross between a Nessmuk and a Canadian belt knife. It’s available in three different overall sizes: 8.25, 6.75 and 5.75 inches.”
Maker: Jess Hoffman, jhoffmanknives.com (Jocelyn Frasier image)
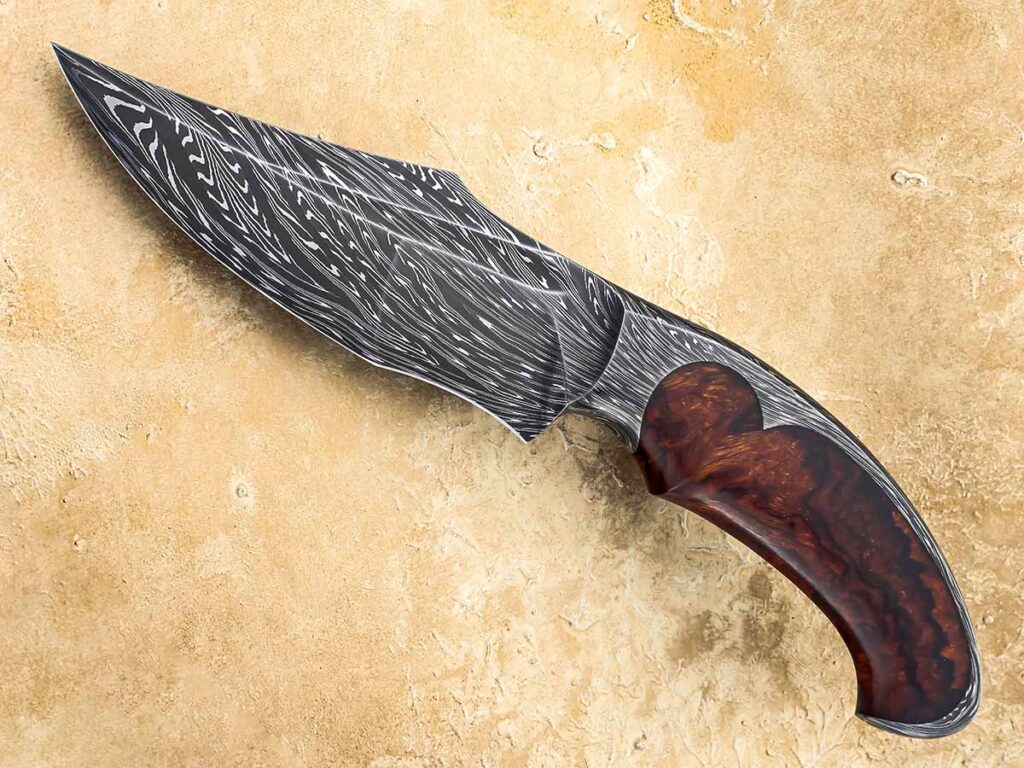
Kyle Royer Damascene Hunter
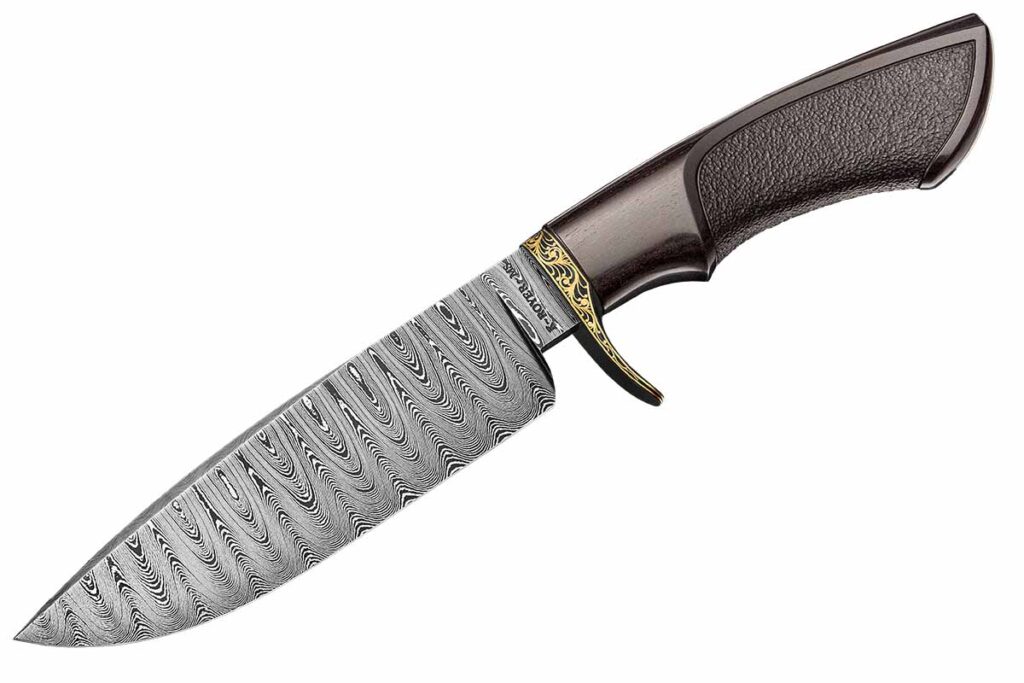
Knife type: Fixed blade
Blade length: 5”
Blade material: Ladder-pattern damascus of 1084 carbon and 15N20 nickel-alloy steels
Blade grind: Flat w/convex edge
Handle: Sculpted blackwood w/texturing
Bolster: Damascene-covered guard w/24k gold and gun bluing
Overall length: 9.25”
Maker’s price for a similar knife: $9,500
Maker’s remarks: “This piece is particularly special as it’s the first gold overlay I’ve done using hundreds of tiny 24k-gold wires. Additionally, it has a beautifully textured blackwood handle.”
Maker: Kyle Royer, kyleroyerknives.com (Jocelyn Frasier image)
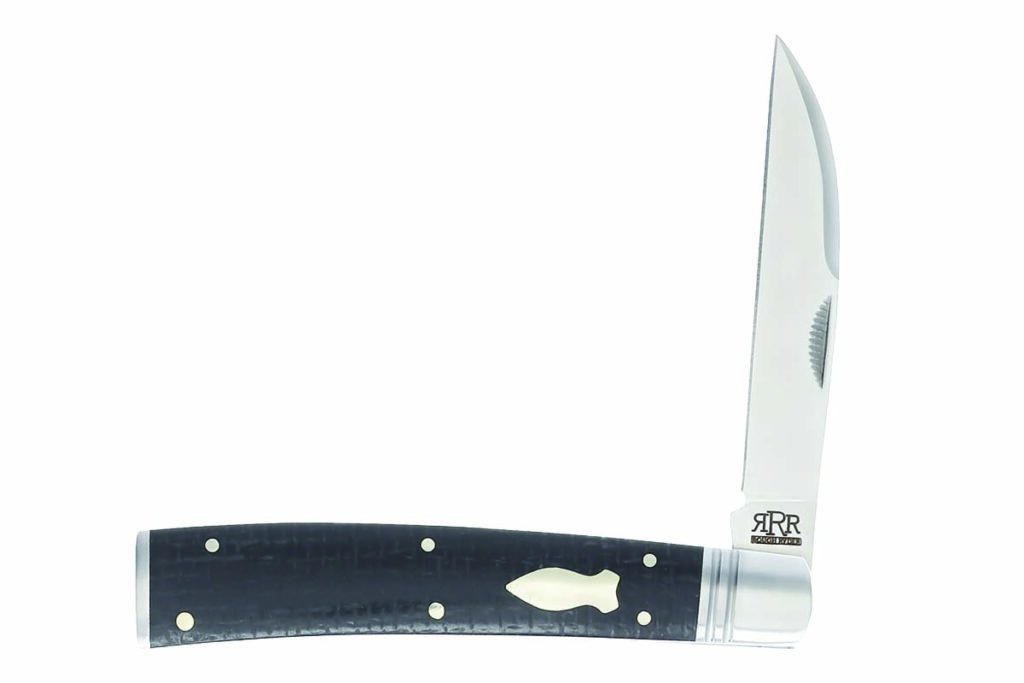
Bear & Son Cutlery Farmhand

Blade length: 3 5/8”
Blade steel: 440 stainless
Blade pattern: Drop point
Blade opener: Nail nick
Handle material: Aluminum, bone and rosewood (shown) options
Pocket clip: Yes
Lock: Lockback
Weight: 1.1 ozs.
Closed length: 2.75”
Knife to know: Handle color options include black, blue, orange, purple, red and white smooth bone, and brown rosewood
Country of origin: USA
MSRP: $37.49 to $51.99
Company: Bear & Son Cutlery, www.bearandsoncutlery.com
Craig Brosman Hunter

Blade length: 2.75”
Blade steel: RWL 34 stainless
Blade grind: Hollow
Blade pattern: Drop point
Blade finish: Mirror polished
Handle material: European red stag and Westinghouse Micarta® liners; w/hole for lanyard
Construction: Tapered tang
Bolster/guard: 416 stainless
Overall length: 6 9/16”
Sheath: Leather pouch w/clip by Aaron Sybrant
Maker’s price for a similar knife & sheath: $550
Maker: Craig Brosman, (SharpByCoop image)
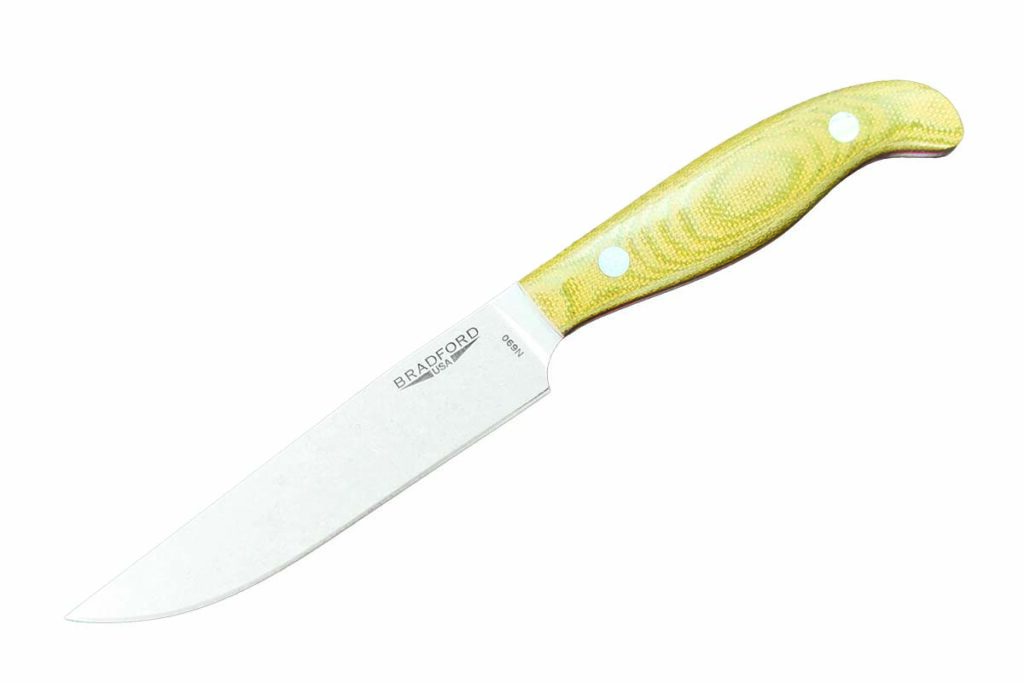
Billy Pearce Hunter

Blade length: 5.1”
Blade material: 1075 carbon steel
Blade grind: “V”
Blade thickness @ricasso: .177”
Blade @widest: 1.18”
Blade pattern: Clip point
Handle: Bocote wood
Spacer: G-10
Guard & pin: 416 stainless steel
Overall length: 9.64”
Knife to know: Billy Pearce is an apprentice smith in the American Bladesmith Society
Maker’s price for a similar knife: Contact maker for info
Maker: Billy Pearce, (Rod Hoare image)
RMJ Tactical Lady Death

Knife pattern: Classic trench knife
Blade length: 9 5/8”
Blade material: CPM 3V carbon steel
Rockwell hardness: 60-61 HRC
Blade @thickest: 3/16”
Blade finish: Cobalt Cerakote®
Handle: Checkered Dirty Olive G-10
Handle hardware: Grade 5 titanium anodized bronze
Weight: 18.3 ozs.
Overall length: 15”
Sheath: Brown leather w/green canvas inlay; ambidextrous and wears on a belt or attached to PALS webbing
Knife to know: Double-edged blade w/long fuller; knuckle-duster-style handle; pommel pronounced for use as a hammer
Country of origin: USA
MSRP: $975
Company: RMJ Tactical, www.rmjtactical.com
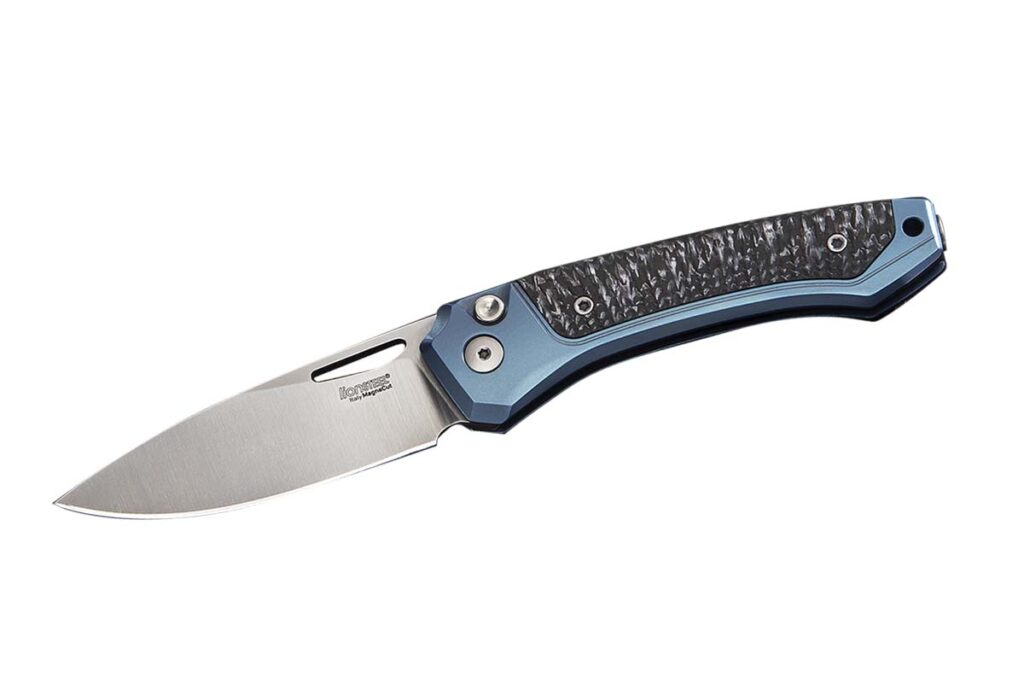
GiantMouse Carryology Sonoma V2 Auxikko
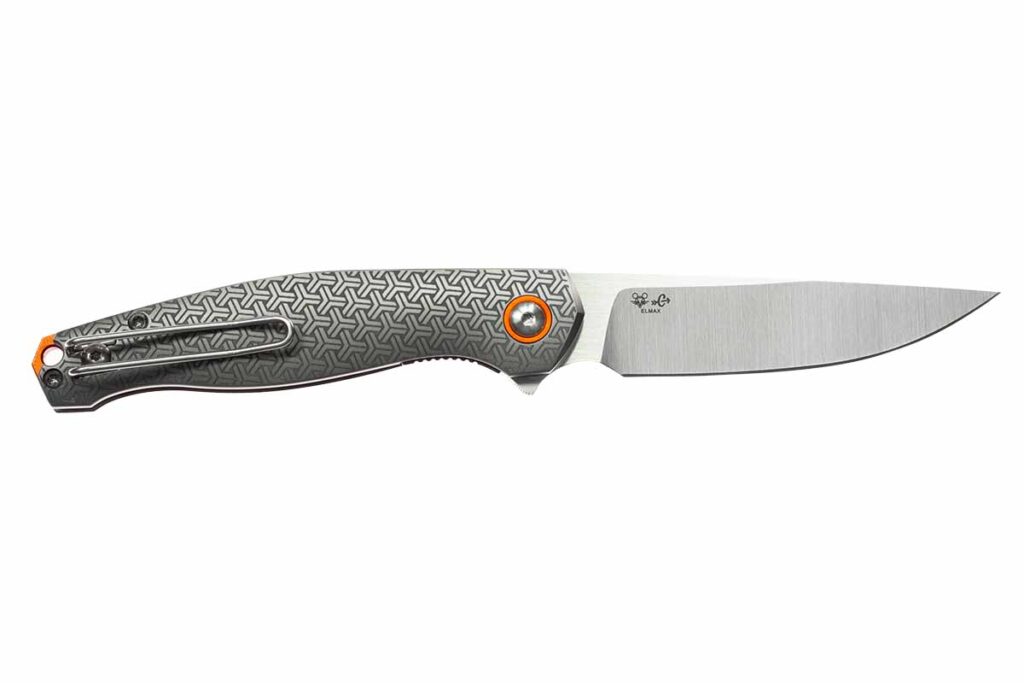
Knife type: EDC folder
Blade length: 3.425”
Blade steel: Elmax stainless
Rockwell hardness: 60 HRC
Blade @thickest: .138”
Blade finish: Satin
Lock: Linerlock
Pivot hardware: Ball bearings
Handle material: Titanium laser engraved w/the Carryology Auxikko pattern
Backspacer: Aluminum anodized orange w/built-in hole for a lanyard
Pocket clip: Wire, deep carry, reversible
Weight: 3.8 ozs.
Closed length: 4.5”
Knife to know: Limited edition of 400 numbered pieces
Country of origin: Made by Reate in China
MSRP: $295
Company: GiantMouse, giantmouse.com
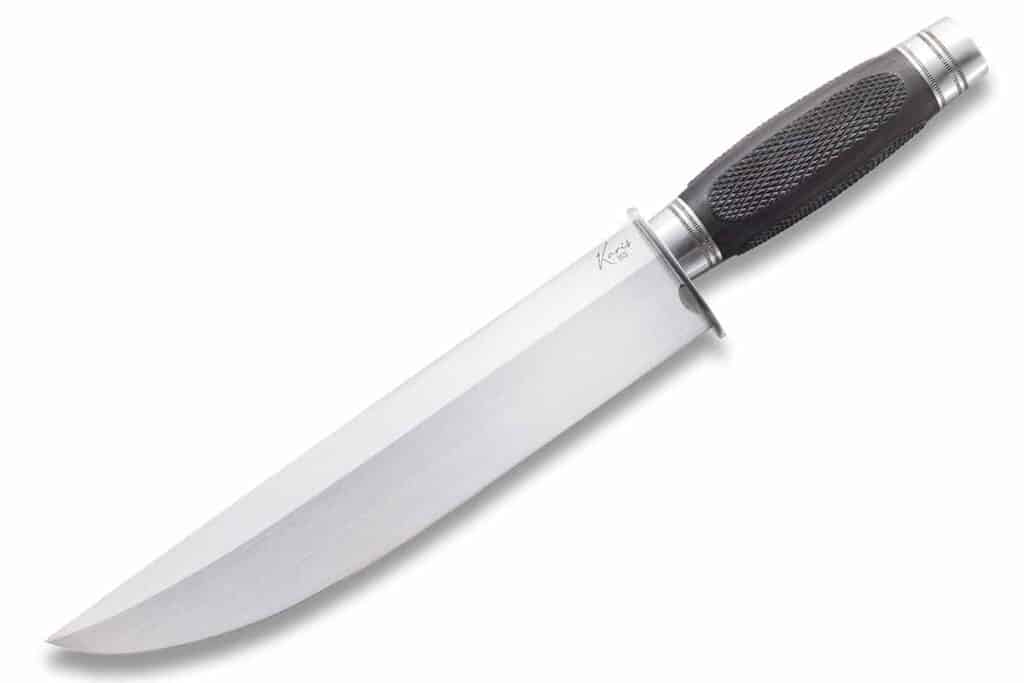
Gary Martindale Loveless Chute Knife Repro
Blade length: 4.25”
Blade steel: CPM 154 stainless
Blade grind: Hollow
Handle: Amber stag
Bolster/crossguard: 416 stainless
Overall length: 9”
Sheath: Basketweave-leather belt pouch w/snap
Maker’s price for a similar knife: Contact maker for info
Maker: Gary Martindale, (SharpByCoop image)
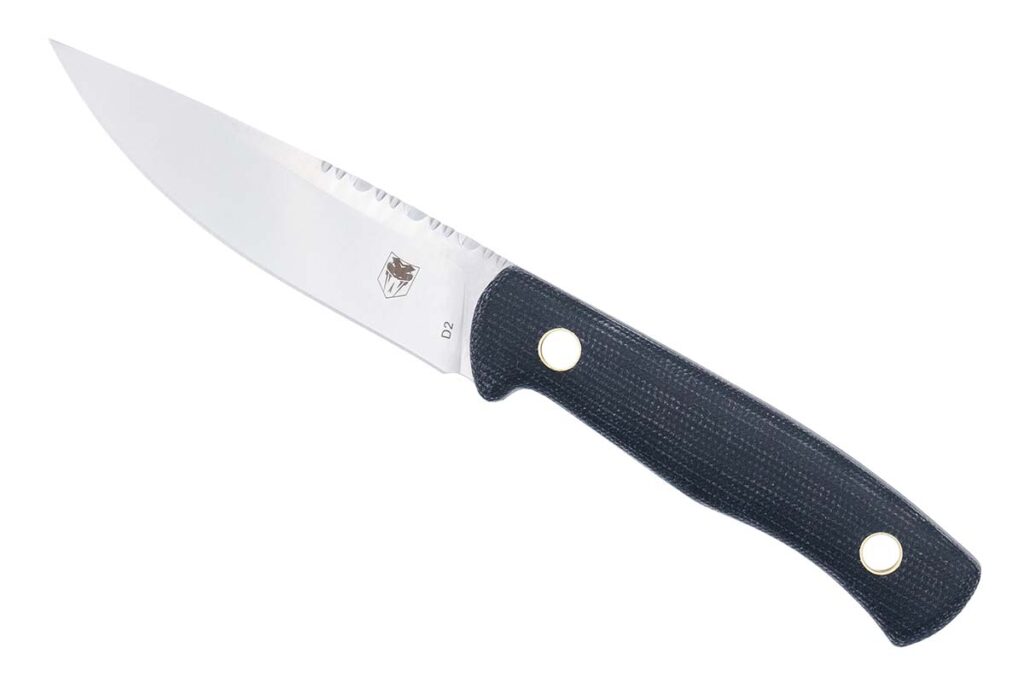
Grimdog Blades Australia Draugr Mk III

Knife type: Military utility
Blade length: 4.9”
Blade material: Thyssenkrupp 80CrV2 carbon steel
Blade grind: Flat sabre
Blade thickness @ricasso: .138”
Blade finish: Cerakote® H190 Armour Black
Handle material: Olive green G-10
Overall length: 10.47”
Maker’s price for a similar knife: Contact maker for info
Knife to know: Christian Holm is a member of the Australian Knifemakers Guild
Maker: Grimdog Blades Australia, (Rod Hoare image)
Liam Walle Bird & Trout

Knife type: Fixed blade
Blade length: 3.6”
Blade materials: Crushed W’s damascus of 1084 carbon and 15N20 nickel-alloy steels
Blade grind: Flat
Handle: Pōhutakawa wood w/domed brass pin
Guard/bolster: Antiqued bronze
Overall length: 7.6”
Maker’s price for a similar knife: $750 at press-time exchange rate
Maker: Liam Walle, liamvallaknives.com (Jocelyn Frasier image)
Cold Steel Full Metal Atlas

Knife type: EDC folder
Blade length: 3.5”
Blade steel: CPM S35VN stainless
Blade grind: High saber
Blade pattern: Drop point
Blade opener: Thumb stud
Lock: Atlas® Lock
Handle: Textured titanium
Weight: 3.8 ozs.
Closed length: 5 7/8”
Knife to know: Knife comes in all-black (shown) or standard stonewashed finishes; handle includes a single finger groove w/integral guard
Country of origin: Taiwan
MSRP: $229.99
Company: Cold Steel, www.coldsteel.com
Halfbreed Blades MIK-03P Gen-2 K340

Knife type: Fixed blade
Blade length: 5.31”
Blade steel: K340 ISODUR
Rockwell hardness: 59-60 HRC
Blade @thickest: .25”
Blade pattern: Modified drop point
Blade finish: PVD coated
Construction: One-piece full tang
Handle: G-10
Weight: 11.14 ozs.
Overall length: 10.43”
Sheath: Injection-molded plastic w/belt & PALS/MOLLE mounting
Knife to know: MIK stands for Medium Infantry Knife
MSRP: $212 at press-time exchange rate
Company: Halfbreed Blades, halfbreedblades.com.au
Check Out More Knife Drops:
- Production And Custom Kitchen Kinves
- Production And Custom Damascus And Stainless Steel Knives
- Production And Custom Large Blade Knives