Scott Topper’s off-the-charts out-the-front is a multi-part marvel, the Shrike Out, brings an artistic twist to the automatic.
It’s hard not to like the Shrike, a custom out-the-front dual-action automatic by Scott M. Topper.
The blade is cryogenically treated AEB-L stainless steel. According to Scott, since AEB-L’s micro-structure allowed for a finer edge, it originally was a go-to steel for disposable razors. He indicated the version of the material he uses competes well against crucible steels, and is made through a conventional metallurgy technique.
The six inside springs are hand wound stainless steel. The four locks are independent. The brown lock parts are Teflon-impregnated Delrin for permanent lubricity. The black Richlite scales are inlaid with white to add contrast to the engravings.
The knife comes nested in a velvet-lined walnut box. Plain and all-stainless versions of the Shrike are also available. According to Scott, the various styles of the knife are available through the PVK Showroom (888-878-5643 pvk.com) in Las Vegas.
Shrike Out Specs Knife: Shrike Out The Front Dual Action Auto Blade length: 4” Blade steel: Cryogenically treated AEB-L stainless Frame material: 416 stainless steel Handle material: Paper phenolic composite Closed length: 5”
The great World War II Japanese swordsmiths, war sword souvenirs and more
Kurihara Akihide established the Nippon To Denshujo. Akihide was a member of the Japanese Diet or congress. The Diet asked him to help make swords and train swordsmiths. He set up the Nippon To Denshujo in Tokyo in 1933 and hoped to train about 1,000 swordsmiths. His first student was Yoshihara Kuniie, the grandfather of perhaps the today’s foremost living swordsmith, Yoshindo Yoshihara. Kuniie later became head of a sister forging organization in Yokohama, and the head of the Army Forge in Tokyo. Kuniie’s brother and son (Yoshindo’s uncle and father) also joined the Denshujo and began making swords at this time.
1 of 2
The standard Japanese Army or gunto-style sword mounting circa 1932 included a wood scabbard covered with a metal sheath lacquered a shade of khaki. There is also the sword guard, or tsuba, a wrapped hilt, and the traditional metal fittings. A single hanger supports the sword on a belt. (Aram Compeau image)
Here is how the standard Japanese Navy style mounting, or kaigunto, appeared circa 1932. All the traditional fittings are present, but there are two hangers to support the sword from a belt. The scabbards can be covered with lacquered sharkskin, rayskin or are sometimes simply lacquered black. (Aram Compeau image)
The Denshujo’s students usually took names beginning with the character Aki from the founder Akihide’s name (such as Akifusa, Akimitsu, etc.). Kuniie originally signed with the name Akihiro but soon began to use the name Kuniie, as did Yoshindo’s father (Yoshindo’s father was the second-generation Kuniie). The swords from the Denshujo are of very strong interest to collectors, as well as any Yoshihara sword from this period, and also any swords made by the Denshujo’s chief instructor, Kasama Shigetsugu, and its founder, Kurihara Akihide. A surprisingly large number of Japanese smiths working today can trace their professional lineage to someone who worked at the Denshujo from 1933 to 1945.
Akihisa made this Japanese war sword in 1942. He worked in the Nippon To Denshujo in Tokyo. Overall length: 26 inches. It is a good example of the army swords of the period. It is somewhat stout and heavy, and has a fairly complex hamon composed of small loops, or gunome. (Aram Compeau image)
SEKI CITY
Seki was home to 350 licensed swordsmiths as well as a large number of associated craftsmen. The city had a population of around 30,000 and about half of them probably were involved in sword production, polishing and mounting. In the 1940s, Seki shipped about 18,000 mounted swords a month to the military organizations. Traditional tama hagane swords comprised about 6-to-7 percent of the output. Many others were made from puddled steel, and cheaper swords were made from foundry steel and salvaged structural steel. The leading smiths in Seki commonly signed with names beginning with the character Kane, such as Kanefusa, Kanenobu, etc, and many of the resulting swords are of interest to collectors today.
A Japanese swordsmith named Kanenobu made this sword in the 1940s. It is 24.5 inches long, stout and somewhat heavy, and has a simple, almost straight, hamon. Kanenobu was one of 350 registered smiths working in Seki City in the 1940s. (Aram Compeau image)
The Manchurian Railway Co. in Manchuria made specialty steels and used them for swords. All the swords were signed indicating they were made by the Manchurian Railway Co., and very rarely have an individual swordsmith’s name on them. The swords appear to be made of several types of proprietary steels folded and forged together. They almost always have a simple, straight hamon.
There were many very good smiths scattered around Japan whose work is valuable today. Some of them included Nagamitsu in Okayama, Takeshita Yasukuni in Hokaido, the Horii family in Hokaido, the Gassan family in Osaka, Minimoto Yoshichika, Masakiyo, Takahashi Yoshimune, and many others, as well as swords signed Koa Isshin Mantetsu saku made by Manchurian Railway Co.
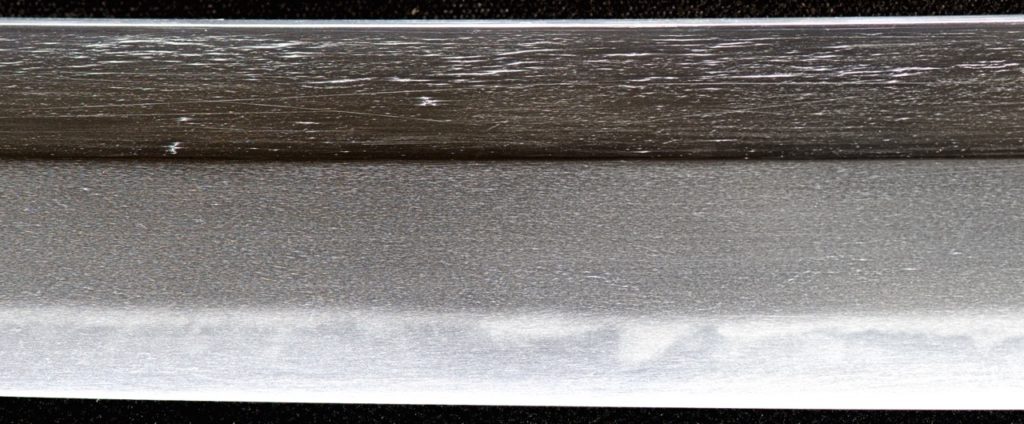
A macro photo shows a recently polished sword made by Nagamitsu. Nagamitsu worked in Okayama and was a very prolific swordsmith. He apparently used only tama hagane for his swords, and this shows the excellent quality of his forging work. There is a very clear and prominent wood grain pattern or itame hada on the blade. Note that the lines forming the pattern are long and continuous. (Aram Compeau image)
All Japanese sword production stopped in 1945 and was illegal until the U.S. occupation ended in 1953. Sword production then resumed slowly and, by 1964 when the Tokyo Olympics was held, there was finally a healthy market in Japan again for newly made swords, or gendaito.
WAR-ERA KOSHIRAE
The original Westernized koshirae used by the Japanese military closely resembled 19th-century European-style mountings with slight adaptations to fit Japanese swords. Around 1931 or 1932, new koshirae styles were adopted and are the ones seen with most World War II Japanese swords. The new army mounting was closer in form to the traditional Edo-period-style koshirae. It could properly contain a traditional Japanese sword and allow it to easily be used in the traditional manner.
The navy also adopted a new koshirae at about the same time, and is how surviving Japanese World War II naval swords commonly are mounted. The army scabbards were usually covered with a thin sheet of metal lacquered a shade of khaki. There was a traditional sword guard or tsuba, and all the traditional metal fittings were present. The navy scabbards often were covered with sharkskin or rayskin, with all the traditional metal fittings and tsuba in tow, too. In 1944, a new model army koshirae appeared which seems to be an evolution of the 1932 version. Generally, swords that appear in these types of military koshirae have blades of tama hagane or puddled steel and are generally well made.
JAPANESE WAR SWORD COMPARISONS
In general, Japanese sword blades of the 1930s and 1940s are well constructed. They feature steel that was forged proficiently and a visible jihada if they receive a new, quality traditional polish. However, in comparing World War II-era swords to older swords and to swords made after 1960, there are clear differences.
The differences arose from the lack of traditional tama hagane for the swords, and pressure to produce a large number of swords in as short a period of time as possible. Using tama hagane is very time consuming and requires expensive raw materials and a large amount of forging time. Consequently, when comparing swords from World War II to other periods, they appear to be stout and heavy with a strong amount of tapering in the width of the blade from the hilt to the point (typically about 20 to 30 percent). In addition, the hamon are usually straight, or are straight and have simple projections (ashi) extending to the edge, or are simple gunome or regular small loops or waves. This type of hamon is relatively easy and fast for swordsmiths to make.
Using puddled steel avoided the time necessary to make tama hagane and to fold it 12 times to give the steel the proper qualities. In addition, the puddled steel (and all swords not made from tama hagane) was made of a single piece of steel forged to shape. Traditional tama hagane swords are composite structures with a high-carbon outer jacket and a soft tama hagane inner core. This reduced the costs and time involved in making the swords, which was important because officers had to buy the swords from the various forging groups. Typically, a tama hagane sword was twice the price of a puddled steel sword, and the other types of swords were less expensive. Yasukuni swords were traditional and very expensive, and cost about twice as much as a traditional sword made in Seki.
WAR SOUVENIRS
During World War II, many American soldiers simply picked up swords on battlefields. During formal surrenders, the Japanese soldiers surrendered their swords in the field. After the occupation began in 1945, U.S. military authorities went house-to-house to collect all weapons, including swords. In Tokyo, the Akabane Armory was the place where all confiscated swords were taken. At one point, one of the army staff members in charge of the confiscated swords said there was a stack of swords about 6 feet high and 300 feet long. Any U.S. soldier who wanted a souvenir sword simply went to the armory and picked out whatever he desired.
A stack of confiscated approximately 40,000 swords about 6 feet high and 300 feet long languishes in the Akabane Armory in Tokyo circa 1945. A U.S. soldier could simply pick up any of the swords and take it home. This collection is part of the reason so many Japanese swords came to the USA after the war. (image courtesy of Richard Fuller)
According to some collectors, in the early 1950s there were probably more Japanese swords in the USA than in Japan. As Japan recovered and became prosperous after the war, many of the swords here were bought and returned to Japan.
The World War II era was a unique period in Japanese sword history. The variety of swords made, the excellent quality of the fully traditional models, the somewhat distinct style of the swords, and the very large number made all help to define a very specific period in Japanese sword history.
GLOSSARY of JAPANESE SWORD TERMS
Ashi—simple projections from the hamon extending to the edge of the blade
Gendaito—newly made swords Gunome—loops or waves in the hamon Gunto—Japanese Army style of sword mounting Hamon—temper line Itame hada—a wood-grain pattern on the blade Jihada—blade surface pattern
Kaigunto—Japanese Navy style of sword mounting Koshirae—sword mounting
Puddled steel—steel from railroad rails used to make Japanese sword blades Tama hagane—traditional steel for Japanese sword blades Tsuba—traditional sword guard
References: Fuller, R. and Gregory, R. Japanese Military Swords and Dirks, Howell Press, Inc., USA. 1997
Kapp, L., Kapp, H., and Yoshihara Yoshindo, Y. Modern Japanese Swords and Swordsmiths, Kodansha International, USA 2002
Dawson, J. Swords of Imperial Japan, Stenger Scott Publishing, USA 2007
A Japanese swordsmith named Kanenobu made this sword in the 1940s. It is 24.5 inches long, stout and somewhat heavy, and has a simple, almost straight, hamon. Kanenobu was one of 350 registered smiths working in Seki City in the 1940s. (Aram Compeau image)
It was over seven long decades ago on Sept. 2, 1945, that the Japanese signed the agreement formalizing their surrender, for all intents and purposes officially marking the end of the Second World War. The ceremony aboard the deck of the USS Missouri in Tokyo Bay took all of 23 minutes to close the book on a conflict that extinguished more lives and destroyed more goods and property than any before or since.
While the world has changed much since then, one of the most iconic symbols that existed long before and throughout World War II—and continues to resonate today—is the Japanese sword.
TRADITIONAL vs. WWII SWORDS
Traditional Japanese swords have been made for almost 1500 years, with the fully modern Japanese sword appearing during the Kamakura period from 1185 to 1334. Japanese swords were the symbol and badge of the Samurai class right up to the beginning of the Meiji period (1868-1926) when Japan began to modernize. At the beginning of the Meiji period, the demand for swords fell drastically, and, by the early 1900s, very few swordsmiths were still working—and even fewer were making swords as a full time profession. There was not much of a demand for swords at this time, and what demand existed was satisfied by the existing stock of swords made right before the beginning of the Meiji Restoration.
In addition, a new type of sword had been designed for the Japanese army. These were called Murata To or Murata swords. They were forged from foundry steel and had a simple hamon (aka temper line) made by quenching in oil rather than water. Generally, these were light and thin compared to traditional swords and were mounted in European-style mountings.
A Japanese first lieutenant in a 1930-31 uniform holds an 1886-style kyu-gunto sword mounting. Note the large “D” ring over the hilt. (Richard Fuller image)
However, by the 1930s Japanese military forces were rapidly expanding, and the leaders of the Japanese military organizations decided that all officers in the army and navy should carry a traditional Japanese sword to constantly remind them of their cultural heritage. This led to the development of a new style of sword mounting (koshirae), and also efforts to train new swordsmiths and ensure the new swords were made to traditional specifications and quality.
It was decided that all officers should carry a sword, and that meant that about 20 percent of army personnel and about half of navy personnel were eligible to carry swords. From the information provided by Yasukuni Shrine, this meant that around 2 million Japanese military personnel were eligible to wear swords. Some estimates from historical data suggest that about 2 million swords were produced in Japan from the 11th to the 19th century. This meant that the military wanted to produce almost as many swords in the 20th century as had been made in the previous 800 to 900 years.
This photograph was taken in China in 1941. The Japanese soldiers in the front row all have swords in an array of different types and styles. (Richard Fuller image)
This was a very large number of swords to make, and there were not enough smiths or material available to make so many swords. It has been estimated that the town of Seki probably produced about 70 percent of the wartime swords, and the rest of the production took place all over Japan. With this scale of production, it was impossible that all swords could be made to strict historical standards. There simply were not enough smiths or enough of the traditional Japanese steel called tama hagane to do so.
JAPANESE SWORD STEELS
As a result, several types of swords were made during the period. The best ones were made from tama hagane and were fully traditional in terms of hamon and shape. Since there was a shortage of tama hagane and time, many swords were also made from puddled steel, a type of steel made in Europe during the late 1800s and early 1900s. Japan imported this type of steel for railroad rails. When the railroad tracks were replaced, the puddled steel was salvaged for use in swords. Apparently, there was a large supply of puddled steel, and it became the favorite substitute for tama hagane. The quality of the puddled steel was very good. In fact, the Eiffel Tower was also constructed from this type of steel.
The resulting swords have a visible jihada (surface pattern) and hamon, and were very hard to distinguish from tama hagane swords. Japanese military authorities were concerned about this, and, by 1940, a regulation was passed requiring that any Japanese sword not made from tama hagane must have a stamp on the tang indicating as much. Hence, from 1940 all swords had to be signed, and if they were not made from tama hagane there would be a stamp on the tang above the signature solely to indicate as much.
This is the tang and signature on a sword made in 1943 by Hiromitsu of Chikuzen in Kyushu. Note the star stamp above the signature and near the top of the tang. The stamp indicates the sword was made from a type of steel other than tama hagane. Various military contractors or forges used several different stamps. (Aram Compeau image)
The swords made from puddled steel appear to be identical to tama hagane swords, but a high-quality polish can reveal differences in the surface and jihada. In addition, the hamon on puddled steel swords have characteristic differences from hamon on tama hagane swords, and it requires experience to recognize the differences.
This style of Japanese army sword and mounting was introduced about 1944. The mounting diverges from that of its predecessor in that the hilt wrapping is different, often there are two pins or a screw and a pin to secure the sword in the hilt, and the scabbard (not shown) is lacquered a matte shade of khaki or brown. (Aram Compeau image)
Other swords were made from foundry steel and have no jihada and often no hamon, either. Many are found in mounts or koshirae that are different from the standard World War II koshirae, and serial numbers may be stamped on the blade, or they appear to be modeled after European-style blades and mounts. The Japanese cavalry used many of these swords early in the 20th century, as did the police and civilian workers. The swords also were worn in parades or for formal occasions. In general, these other types of blades are easy to distinguish from traditional swords.
A sword by Masatsugu features a visible surface pattern or jihada on the blade. The thin white lines form the jihada, and the lines form short and somewhat discontinuous tracks on the surface. The blade probably is made from 19th-century puddled steel. (Aram Compeau image)
MOST IMPORTANT MAKERS OF MODERN JAPANESE SWORDS
The most important makers of modern Japanese swords were found in Seki, in the Nippon To Denshujo, and at Yasukuni Shrine. Yasukuni Shrine and the Nippon To Denshujo were in Tokyo, and there were other organizations located all around Japan. Yasukuni Shrine’s forging group was established in 1933 with the support of military officials, and all the smiths took names beginning with Yasu, such as Yasunori, Yasuoki, Yasutoku, Yasumitsu, etc. All of these swords are collectible and sought after today.
The Yasukuni smiths were among the most important makers of Japanese swords in the World War II era. Among them was Takeshita Yasukuni, maker of this sword in Hokaido in 1943. It is large, heavy and long (27 inches long) for the period and has a complex hamon. This smith’s swords appear in civilian or non-military mountings as well as military ones. The large size and style of some of his swords resemble work from the 15th century. (Aram Compeau image)
The Yasukuni smiths were expected to make everything by hand in a completely traditional manner and with no power tools. Ideally, one smith working with two assistants or hammer men (sakite) was expected to produce between 10 and 15 swords a month. Yasukuni swords were unique in one other interesting respect: the smiths were asked to model their work after specific blades made by Mitsutada of Bizen Province from around the mid-1200s. Thus, most of their work followed a consistent pattern, and Yasukuni swords are usually recognizable today by their shape, hamon and general style.
Next time, in the conclusion: Such great Japanese swordsmiths as Kurihara Akihide, Yoshihara Kuniie, Kasama Shigetsugu and others, the role of Seki city, the Manchurian Railway Co., war-era koshirae, Japanese army and navy swords, Japanese swords as war souvenirs and more.
GLOSSARY of JAPANESE SWORD TERMS
Hamon—temper line Jihada—blade surface pattern Koshirae—sword mounting
Puddled steel—steel from railroad rails used to make Japanese sword blades Sakite—swordsmith’s assistants or hammer men Tama hagane—traditional steel for Japanese sword blades
Expert craftsmen give insight on how to find the best hunting knife sheath for the best protection, performance and look.
For the hunter in the field, a dependable and durable hunting knife is indispensable equipment, and it follows that the sheath that holds the knife must be equally up to the task.
Secure carry, protection for the blade and handle, easy access, and the ability to stand up to the elements and hard use are essential. While there is a variety of sheaths available and each one contributes something to the equation, the sheathmakers themselves have come to eye-opening conclusions as to the making and deployment of the correct sheath for the hunting knife. Personal preference is still a prime mover, but the basics make the difference between cooperation and catastrophe in the field.
“The best style for a hunting knife sheath is whatever the hunter wants,” explained veteran sheathmaker Paul Long. “Personal preference is very important. However, the knife that would best be described as a hunter would be best suited in a deep seat pouch with a loop that would carry relatively high on the belt. In most cases the deep pouch would preclude the need for a retention strap. For a double-guard hunter, a drop-loop belt sheath would probably be best with a snap strap for secure retention.”
Depending on the style of the knife, the guard often dictates the best pouch configuration. “I favor the pouch-type sheath, and the hunting knife generally has a single guard as opposed to a double guard,” related sheathmaker Paul Lebatard, who also has found success with his custom knives through the years. “I make a lot of doubles, too. You would have to make a snap-type sheath with a keeper strap, but on hunting knives with single guards the pouch type is always best.”
Knifemaker Paul Lebatard shows off one of his custom hunting-knife-and-sheath packages.
A sheathmaker for over 50 years, Chris Kravitt zeroes in on the personal preference perspective. “First and foremost, it’s a matter of the configuration of the knife, and then if more than one style will work it becomes a matter of personal preference,” he observed. “My preference is to go with the pouch because it is easier to draw and resheathe the knife without worrying about straps.”
At the same time, Kravitt acknowledges varying hunting knife construction and its influence in sheath form and function. “If a knife has a double guard, it isn’t going to work on a pouch sheath, and if you have a knife with an integral handle, possibly,” he said. “Certain things don’t lend themselves to the traditional style, like when the blade is the widest part of the knife or there is no bolster or ricasso extending beyond the edge.”
Kenny Rowe, owner of Rowe’s Leather in Hope, Arkansas, adds another option on the hunting knife sheath. “Ninety percent of these sheaths would be the pouch type because they cover most of the knife, and with the guard you can make a welt where the knife has some resistance coming in and out,” he noted. “Some sheaths will have a lid that has a snap on it, and that is as secure as you can get with the flap snapping over the front of the sheath.”
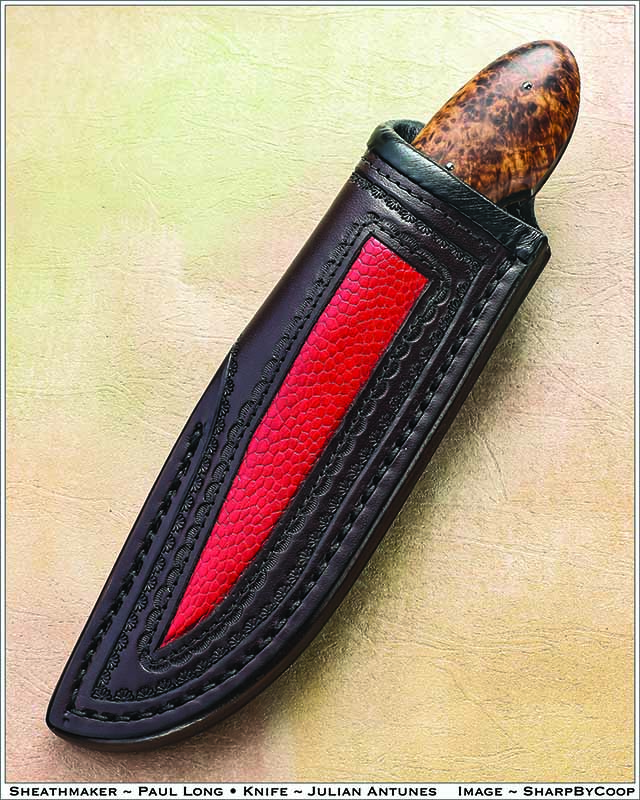
Exotic leathers make great inlay materials, and Paul Long uses various animal skins, including snake, lizard, ostrich and others. He employs ostrich for the red inlay on the sheath of a fixed-blade utility knife by Julian Antunes.(SharpByCoop images)
The consensus with the pouch sheath makes sense for all the reasons that the hunter encounters in the field. For its toughness and the ability to shape and mold the sheath as desired during the construction process, cowhide reigns supreme among sheath materials. Most sheathmakers use 7-to-9-ounce* vegetable-tanned cowhide.
Sheath Leather Types
The use of exotics such as ostrich, stingray, alligator, crocodile or other hides is a continuing option, though for the most part they are used as accents, often in the form of inlays, rather than adding any performance-related component to the sheath.
“Exotics are very useful in sheathmaking but primarily for aesthetics,” Long explained. “Elephant and shark are two that are tough enough to withstand very hard use and are usually built as an overlay on a vegetable-tanned base sheath. I work with various snakes, lizard, ostrich and many others.”
In addition to standard sheaths, Paul Lebatard also makes doubles, many of vegetable tanned leather. “A lot of people say not to store knives in the sheaths, but as long as the sheath is made of good vegetable-tanned leather, I’ve never had a problem,” he noted. (Paul Lebatard images)
As Kravitt noted, “The basic sheath is going to be cowhide 99 percent of the time, but for overlays and inlays my favorite is stingray, which is near bulletproof but more expensive and harder to work with—but great stuff. Ostrich leg or shin is very nice, and Malaysian horned frog has a very nice texture to it. Snakeskin is not very durable, but it’s fine when the knife and sheath are for show since it won’t hold up with regular use.”
Tooling and carving also provide style points and may be pleasing to the eye. However, neither actually contributes to the performance of the sheath in field use. “I occasionally do some tooling with stamps, but carving is a talent I don’t have,” Lebatard remarked. “Still, on almost every sheath I’ll put something in keeping with the theme of the knife, like a small deer. Someone might place an order and specify that they just want a bare, plain sheath, or they may want just their initials on it. That’s a good thing about leather. When it is wet it can be molded and stamped, and when it dries it will hold that impression.”
Tanning Styles
Vegetable tanning is essential when the blade meets the sheath leather for an extended period. In contrast to chrome-tanned leather, a vegetable-tanned leather is not known to corrode or stain a blade left in the sheath for any length of time. That old admonition to store the knife itself separately from the sheath will then get a longer look.
“A lot of people say not to store knives in the sheaths, but as long as the sheath is made of good vegetable-tanned leather, I’ve never had a problem,” Lebatard noted. “I made a knife for a friend a few years ago and he didn’t want a sheath. He was going to get someone else to make the sheath for him. Several years later, he brought the knife to me and he had had it in a chrome-tanned leather sheath. It was nearly rusted through. The chrome-tanned leather is very corrosive.”
Kravitt has had similar experiences. “I hear so many people say not to store knives in leather sheaths, but I have kept knives in sheaths for years and never had a problem,” he recalled. “My sheaths are all vegetable tanned as opposed to chrome tanned. Chrome-tanned leather may have salts and other things in it.”
Sheath Extras
Waterproofing is another essential element, and in the construction itself there are questions surrounding drainage holes and inserts as well.
The different decorations Kenny Rowe offers with his sheaths include, from left: smooth; border tooled; basket weave; acorn and oak leaf hand carving; exotic skin overlay (gator); exotic skin inlay (beaver tail); and exotic skin full coverage (ostrich leg). (Kenny Rowe image)
Most sheathmakers shy away from inserts since contact with the blade may dull the edge. After all, the welt and/or strap should suffice for a snug fit. Inserts in and of themselves may be judged to provide some measure of redundancy, but contribute little to the overall stability of the lockup or in protecting the knife itself. Long says, “Even the best inserts, being rigid, will do more harm to a blade than top grain leather.”
At first glance it might appear that a drainage hole is a good idea to help maintain cleanliness and prevent the buildup of moisture or debris within the sheath. Not so fast!
“I do not ordinarily put a drain hole in my sheaths,” Long asserted. “Nor do I do any waterproofing of the interior of the sheath. Rather, I depend on the normal intelligence of my client to not go swimming with their sheath, and to at least try to clean the blood and guts off the blade before reinsertion.” Rowe agrees.
“I don’t see any sense in it,” he commented. “I can count on one hand the number of sheaths I’ve made with drain holes in them, and I’ve been making sheaths for 35 years at least. The only time I would expect someone to have their sheath in really wet conditions would be if they accidentally rolled into a deep river or their boat sank. I wouldn’t expect someone to haul off into neck deep water with their hunting gear on. For debris, it’s easy enough to take a wire with a little hook in the end and just rake the sheath out, or blow it out with air, or stand it upside down and shake it or tap it on a table.”
Ultimately, Chris Kravitt—here working on a sheath in his shop—stands by the individual perspective. “First and foremost,” he begins, “it’s a matter of the configuration of the knife, and then if more than one style will work it becomes a matter of personal preference.” (Chris Kravitt image)
Kravitt, on the other hand, will utilize a drain hole and an insert from time to time. Often, the insert itself is fashioned from leather to avoid additional friction against the knife edge. The employment of the drain hole is in direct response to the future use of the gear in the field.
“If I know the sheath will be used in harsher conditions, I think it should have a drain hole,” he remarked, “not just for draining moisture, but also removing debris—especially when the user has spent a lot of time in the woods.”
Sheathmakers do tend to rely on the owner of the product and of the hunting knife to exercise responsibility in the field. “Explain to the client, if they are a novice, about the ‘care and feeding of a leather sheath,’” Long smiled.
On almost every sheath, Paul Lebatard puts something in keeping with the theme of the knife, such as a small deer. “That’s a good thing about leather,” he observed. “When it is wet it can be molded and stamped, and when it dries it will hold that impression.” (Paul Lebatard image)
Finding The Best Option
The well-crafted sheath is the constant companion of the hunting knife, either in the field or a collector’s cabinet, and the best measure of the sheath’s contribution is its role in that partnership. For the sheath to function properly, owners must remember the fundamentals of hunting knife care. Keep both the knife and sheath clean. Wipe away moisture and other fluids. Maintain the surfaces as needed. Don’t put the knife away wet and expect the sheath to do more than expected.
Adhering to best practices will ensure long life for both the hunting knife and its all-important sheath.
*According to the Montana Leather Co. website (montanaleather.com), leather thickness is typically measured in ounces. For instance, an ounce of leather is equal to 1/64 inch. As a result, 7-to-9 ounce leather will be in the 1/8 inch range, give or take a few millimeters.
Purveyors help knife buyers and collectors with what they need to know
Working with a reputable purveyor/dealer enhances the knife acquisition experience. The buyer/collector develops a sense of trust, with time and money well spent as the dealer provides advice and access to certain knives that otherwise may be hard to find.
Talking with a dealer offers an educational opportunity, but often enough the experience falls short of realizing its full potential. What questions should buyers and/or collectors be asking? Going to the source of the answer is a good place to start.
Bob Loveless knives are amongst some of the most sought-after knives in the collecting world. Photographed above is a Loveless Big Bear in sheep horn and Dan Wilkerson engraving (PointSeven knife image)
1. Know the Knife Collecting Trends
Loveless knife specialist John Denton says that staying informed is important.
“This has got to be through the old way of human contact,” Denton observed, “sort of like the lunchroom in school. You hang out, listen, see what is moving, what dealers are buying and, of course, now with the ‘inter-web,’ we have so much more information within seconds, while in the ’70s or ’80s we had to wait for BLADE® Magazine or the gun magazines to run stories on Loveless. Shows are still important to attend, but nowhere like they were years ago. Face to face is still part of the knife world.”
2. Maker Charisma
Gauging which knives and makers are hot is an integral byproduct of the dealer’s intuition and experience. How does the dealer determine what makes a knife or knifemaker hot? A lot depends on whether the maker has the kind of personality that appeals to the knife enthusiast.
At BladeGallery, Daniel O’Malley specializes in one-of-a-kind custom knives. The answer includes multiple factors. “There are a lot of things that go into making a knifemaker’s knives ‘hot,’” he reasoned. “Part of it is the personality of the maker. When a collector meets a maker for the first time, the collector often has a picture in his head of what the maker will be like. If the maker falls short [of the collector’s expectations], it can be quite disillusioning.”
3. Customer Service
“[The maker] being willing to repair knives when there is a problem is also very important,” O’Malley continued. “It can easily make the difference in a collector continuing to purchase a maker’s work. It can even be the difference in whether a person continues to collect the maker’s knives over time. After all, if a collector has spent a large sum of money on their collection, it can be very nerve wracking to find that it’s hard to get a damaged knife repaired. Similarly, it can be comforting if a problem can be relatively painlessly solved.”
Daniel O’Malley of BladeGallery.com said the maker’s willingness to repair a knife when there is a problem is very important.
4. Do Your Homework
Les Robertson of Robertson’s Custom Cutlery offers custom fixed blade and folding knives, including tacticals and presentation pieces, as well as some exclusives. His take on the delicate topic of a maker’s reliability and the quality of the maker’s work is sage advice for knife enthusiasts in any price range or level of experience.
“I give my client the very best information I have at the time,” Robertson asserted. “This includes issues with a maker or the quality of their work. Often, a maker’s skill level, quality, customer service, and/or delivery issues are overlooked because the knife can be sold immediately for a profit. Given the prices of many of the custom knives today, I highly recommend that collectors do their homework before purchasing a knife. I realize this takes away from the thrill of instant gratification and removes some of the fun out of the hobby. Long term, though, you will feel great about every knife you have bought, and your wallet will thank you.”
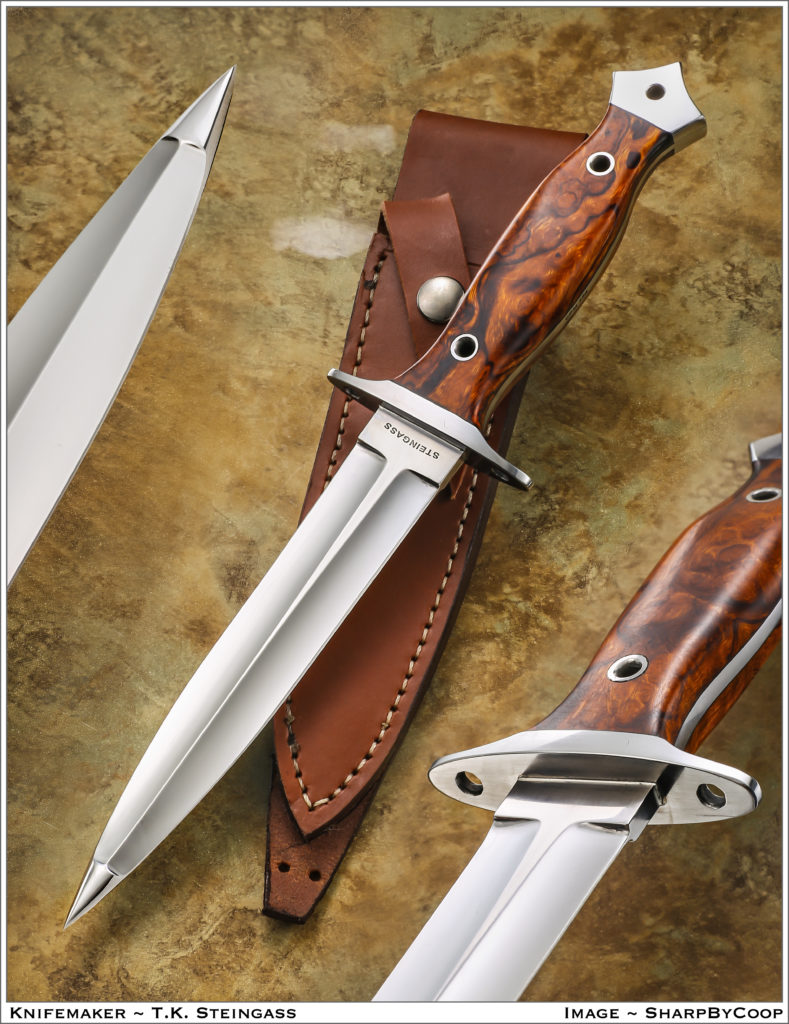
Les Robertson said many buyers/collectors make the mistake of overlooking a maker’s skill level, quality, customer service, and/or delivery issues because the knife can be sold immediately for a profit. The presentation Bastion Dagger by Tim Steingass features an armor-piercing tip. (SharpByCoop knife image)
5. Set An Allowance
Everyone, it seems, has spending limits. The role of the dealer often involves assisting clients in determining how much to spend. Recognition of the amount of disposable income available keeps a buyer/collector in the game.
6. Collect with a Purpose
Denton advises customers to acquire some knowledge on prices and to assess their real purpose for buying custom knives in the first place. “First of all, you want collectors to be educated,” he commented, “and not to be buying just to make money. That is the most risky way to approach collecting. But then if they buy what they like and in three years can’t get 10 cents on the dollar, it will cut their knife buying down and drive them out of the market.”
Dealer Dave Ellis of Exquisiteknives.com notes that the investment perspective differs greatly from that of the collector who wants to enjoy, build and retain knives for years to come. “When I chat with newbies,” he remarked, “a lot of them get into knives from an investment standpoint. They have read in the Wall Street Journal that investing in knives is a good idea, or heard about a knife that was purchased for $800 and then sold for $8,000. I tell them to buy what they like first and to worry about resale later because if it doesn’t pan out, then they won’t have to hold onto something they don’t like.”
Taking a measured approach is key to successful, price-sensitive acquisitions. “I tell the collector to pace themselves,” Denton said. “Get into a knife that will be easy to turn if you get tired of it down the road. I’ve had several people ask me to build them a $300,000 collection, and I tell them I don’t do that because they will get mad if they don’t make 14 percent growth per year—and they don’t know why they’re buying the knife. The true collector has studied the knives and the market, and he will realize what knives are worth and what he can resell them for.”
“There are more heavy hitters getting in the game with lots of money,” he said, “but that doesn’t mean they are buying the right things. What have their interests been up to now? Did they grow up with knives? Do they carry and use a knife? What is their reason for buying now? Use it? Collect it? Give it to a nephew for college graduation? I don’t want to offer a $7,000 Loveless hunter when a $150 skinner by any smith will do.”
Above: Purveyor Dave Ellis—seated at left with Mick Strider at a past California Custom Knife Show—says to always buy what you like first and worry about resale later. The fixed-blade art knife is by E.C. Loerchner. (Dave Ellis images)
7. Attend Knife Shows that Fit
Though knife shows may be one of many ways to gain information and see what is out there, the individual contact with dealers, makers and other knife enthusiasts is invaluable. Attending shows that mean the most to the individual buyer’s needs and wants helps in the education process and in finding the people and knives that enhance the experience.
Robertson attends the BLADE Show due directly to its diversity of custom knives for sale. He says that the Arkansas Custom Knife Show is also one of the premier forged blade shows and features apprentice, journeyman and master smiths in the American Bladesmith Society.
“The New York Custom Knife Show offers a variety of knives from very well-known custom knifemakers,” Robertson added. “This show in recent years has had more of a tactical knife flavor. The USN Show offers the widest variety of tactical folders you will see at any show in the world.” These are just a few of Robertson’s picks. Other shows are out there, and many of them are quite beneficial to knife enthusiasts looking for certain styles of knives and/or makers.
DEVELOP a DIALOGUE
The questions are endless. The enjoyment of knife collecting can be boundless. Develop a dialogue with a dealer. Ask the questions herein and others that come to mind, and feel the positive energy of a well-executed knife purchase.
The origins of damascus steel date to as early as 1500 BC.
The allure of damascus steel lies not only in its beauty and utility, but also in the mystique of its origins. Though its development began in ancient times, the word damascus has grown to encompass more than one method of steelmaking, and the earliest method is believed to date back to 1500 BC.
“Damascus steel today can mean at least three things,” explained blacksmith and steel authority Rick Furrer. “First, there’s pattern-welded steel where a bloom of steely irons is welded into a solid mass which then has a pattern. This is the oldest of damascus-steel-making technologies and one which most blacksmiths reproduce with layers of modern steel welded together.
“Second is crucible steel, where the material is fully melted in a container and then the resulting ingot is forged into a bar, which may or may not have a surface pattern. Third is overlaid or inlaid wire, gold, silver, copper or such into a base metal surface such as steel or silver to make a surface pattern. Some call this damascening or damascene.”
Those who have studied the origins of damascus tend to agree that pattern welding did happen first and that it occurred in the Far East, the Indian subcontinent, the Middle East, Indonesia and Europe. Crucible steel production is also referred to as wootz, and its beginning, for some, is easier to pinpoint.
“Some call crucible steel, or wootz, the original damascus, but pattern welding predates it by more than 1,000 years. Pattern welding was in Europe by 1100 BC in Greece and easily by 600 BC in Central Europe. It was very widely spread by 400 BC,” observed Furrer, who in 2011 participated in the filming of a Public Broadcasting System NOVA segment on the famed Viking swords from circa 800-1000 AD with the Ulfberht inscription. The extremely low slag content of the Viking blade steel may indicate a new development in steel processing in Europe, or that the Vikings were forging blades from imported crucible steel.
“The earliest examples of blades made from wootz steel date from around the first century BC,” related ABS master smith Kevin Cashen, “and the oldest examples of the material seem to come from India. While the Indians seem to have been the first to produce crucible steel, they were soon followed by other cultures in the Middle East such as the large production centers in what would now be Turkmenistan and Uzbekistan. Pattern welding is a trickier process to pinpoint, date or credit to a given culture as it is very old, and just about any people working iron would have produced welded blades on some level.”
Technological Advancements Of Demascus
As technology evolved, production methods improved and fueled the availability of high-quality blade steel. Performance and purpose have contributed to the growth of the industry and the changes in the scale of production through the centuries.
“All of these steel processes were driven by warfare and weapons technology,” noted ABS master smith Steve Schwarzer. “As soon as someone discovered a new method, everybody who wanted to survive jumped on that new method. The moment the local smith developed a method to heat steel to a totally liquid state and control the carbon, the need for wootz and pattern-welded blades fell to the wayside except for the very few who viewed it as art. When the Bessemer converter came into use [in the 1850s] and steel was produced in tonnage at any carbon level desired, there was no need to use the labor-intensive process of making one small piece of material at a time.”
The basic tools used by early makers of pattern-welded damascus were quite similar to those used by the modern bladesmith—hammers, anvils and forges. Dan Farr hammers hot steel in his shop. (Dan Farr image)
Nonetheless, the craftsmanship and performance of forged damascus is timeless. Modern damascus makers take advantage of improved technology and know-how. The ancient producers worked with basic tools and equipment during a process of both production and discovery. The early makers of pattern-welded damascus combined bloomery steel with varying properties, says Cashen, but the basic tools were quite similar to those used by the modern bladesmith—hammers, anvils and forges.
“One difference is possibly the absence of the fluxes we use today,” Kevin added. “The simple bloomery products of that time period, when worked in a charcoal fire, would weld much more easily and not require the oxygen barriers that we have become so accustomed to today.”
The early crucible process would have involved sealing some amounts of premade iron along with certain organic/carbon-bearing materials and fluxes into a clay crucible that would have been placed in a charcoal-fired furnace, which would usually have been fired by a bellows or natural air drafts.
“The clearest difference in either method now compared to then is the fuel we have at our convenience today,” Cashen commented. “Gas-fired forges and furnaces make the tasks much more convenient than the arduous, dirty labors at ancient charcoal fires.”
Staying True To The Steel’s Roots
Maybe it is true that the more things change the more they stay the same, particularly as it relates to damascus steel. Surviving examples of either pattern-welded or crucible damascus are impressive in their quality. Modern bladesmiths produce damascus and mosaic damascus/canned steel that simply defies description, the beauty of the patterns speaking for themselves.
One of the differences between the way damascus is made today as opposed to centuries ago is the use of flux—applied here to a twisted billet by Tim Britton. (Britton image)
Damascus also originally occupied a transitional period in human history. As the Bronze Age waned in Europe, basic iron blades began to appear and pattern welding followed. In the East, iron blades of piled construction were made and pattern welding may have taken place concurrently with it, both being phased out as the crucible process came along. Most experts agree that Europeans were introduced to crucible damascus/wootz during the Crusades.
“With the wootz made by high-temperature smelting in a crucible and forming a cake, bulat or ingot, this ingot was then formed in a very slow, methodical process to produce a beautiful pattern of iron-carbide ferrite and cementite banding,” Schwarzer commented. “This was called watered or damascus steel. It is thought Europeans encountered this material for the first time during the Crusades near Damascus, Syria. Then, this cast material was traded all over the world.”
ABS master smith Al Pendray is well known for his work in wootz steel. Along with John D. Verhoeven, he is listed by the U.S. Patent Office as one of the inventors of “a method of making a steel article having an external surface appearance and an internal microstructure resembling that present on an antique ‘Damascus’ steel sword or blade.” Pendray contends that the earliest crucible damascus was made in Persia and quickly got the attention of Westerners who came in contact with it. “Wootz is ultra-high carbon and will take a real clean edge,” he remarked. “With all the nonmetallic stuff and impurities floating to the top in the process, it’s also a super clean steel.”
But Why Call It Damascus?
As intriguing as the steel itself, the name damascus has a mysterious origin. While the obvious link is to the ancient capital of Syria, the answer to the source of the steel’s moniker is open to speculation.
“One such story maintains that only wootz can be called damascus steel because it was wootz that the Crusaders first encountered in the Middle East, with the town of Damascus being the trading hub for its distribution, thus lending it the name,” Cashen offered. “This theory ignores the fact that there were also damask cloths [with intricate patterns formed by weaving], and that the treatments on many materials involving carving, inlay or otherwise were worked with an intricate flowing or water-like pattern called damascene. It is also worthwhile to note that an old Arab term for water is damas, a coincidence that’s hard to ignore when you consider the number of cultures that refer to patterned steel as ‘watered’ or having ‘watering.’”
Speculating about the origin of the name is intriguing, but Cashen says it is what it is. “In any case, the number of centuries that any steel with a pattern in it has been called ‘damascus’ sort of renders all of these speculative picky semantics irrelevant,” he noted. “Languages evolve, and the word means what it does today. When this is taken into consideration, any steel possessing an induced pattern could be safely referred to as damascus, with pattern welding or crucible steel being the more specific types of patterned steel.”
According to Master Bladesmith Steve Schwarzer, modern steels are far superior to even the best of the ancient materials because of quality control and repeatability.
Finest Blades Ever
As with many highly prized skills, individual bladesmithing and the production of high-quality damascus steel in small quantities has been eclipsed by mass production, given the availability of modern equipment and technology. However, the steel still owes its lineage to the blacksmiths of ancient times. Additionally, today’s bladesmiths keep the tradition and the skill alive like no mass production process can.
“Modern steels are far superior to even the best of these ancient materials because of quality control and repeatability,” Schwarzer mused. “What modern steels don’t have are beauty and the visual fingerprint of the steel artist’s hand. The damascus blades being made in modern times are far superior to the ancient blades because the modern smith is using these very sophisticated steels and modern scientific techniques to produce the finest blades ever made.”
The bowling ball vise makes knife handle work easy and inexpensive
As the old adage goes, “necessity is the mother of invention,” but whoever thought of making an engraving vise out of a bowling ball deserves a medal!
The engraver’s vise, which has a rotating base so the craftsman can position his work at any angle, has been around for many years. Small versions are affordable but one big enough to accept a large knife handle can cost in the $600-to-$700 range.
Enter the bowling ball vise.
American Bladesmith Society Master Smith Don Hethcoat has made several bowling ball vises, including one for fellow ABS master smith Joe Keeslar. Both makers find the vise particularly useful for inlaying gold and silver wire into knife handles. “I learned about the vise in 1988,” Hethcoat recalls. “I wish I could take credit for creating it, but I first saw it being used by Firearm Engravers Guild member John Barraclough.”
“The first and only bowling ball vise that I ever had was a gift from Don Hethcoat many years ago,” Keeslar says. “In my Kentucky shop I use an engraving ball for my silver wire inlay work, but for my shop and demonstrations in France I use a bowling ball vise. I could not afford to buy a second engraver’s ball for my shop abroad.”
Used bowling balls are cheap, and beyond that the biggest expense to making a bowling ball vise is adding a machinist’s vise on top of the modified sphere. The cost for these items is a fraction of what an engraver’s vise costs, and the rest of the materials to complete the vise are very affordable. Indeed, they can be found around your shop, home or at your local scrap yard.
IMPROVISING WELCOME!
While the basics of making Hethcoat’s bowling ball vise are outlined in the below photo, there’s no reason you can’t add your own personal touches or substitutions. For instance, Don uses a piece of round pipe for the base of his vise, but Joe has a different way of skinning the cat. “My bowling ball sits in a lawn mower tire with the rim removed,” Keeslar notes. “It’s best to have a tire with rim diameter of about 6 inches. If no used tire is available, a new one can be found at a Harbor Freight store.”
There are other differences between the two makers’ vises. Hethcoat uses a bench-mount machinist’s vise mounted to the top of his modified bowling ball, while Keeslar prefers a low-profile drill-press vise commonly used for drilling and milling. Both vises work fine and your choice may be determined by factors such as your height in relation to your workbench or the configuration of the vise jaws that suit you best.
The jaws of the vise will need to be padded to keep from marring the knife handle. Here again, choose your preferred padding material. Thick leather will work as well as high-density foam—or take a look around your shop and use your imagination.
ROLL on a BUDGET
As a long-time instructor on how to make knives, Keeslar says beginning students may not have the money for expensive equipment, so he uses his bowling ball vise as an example of how they can get started without a huge investment.
“I personally use an engraver’s ball for my silver wire inlay, but the bowling ball vise is very inexpensive to make and affordable to use,” Joe observes. “When doing demos here in the U.S. [and abroad], I use the bowling ball vise to demonstrate to my students an easy way to get started in doing wire inlay. I also show them how to make the stabbing chisels and the like. So much of what is needed to produce knives is expensive and this is one activity that one can do for a small investment.”
It’s all about saving money. The extra cash you save by making a bowling ball vise can be poured into better handle materials—everything from wood to wire. This translates into a more upscale knife for your own satisfaction or, if you sell your wares, a higher price you can get from a customer. You’re a winner either way!
6 Easy Steps to Make the Bowling Ball Vise
According to ABS master smith Don Hethcoat, “Bowling balls make the perfect vise for knifemakers doing inlays and similar close work where you need both stability and flexibility. You can buy an old bowling ball at a flea market or thrift store for two or three dollars.”
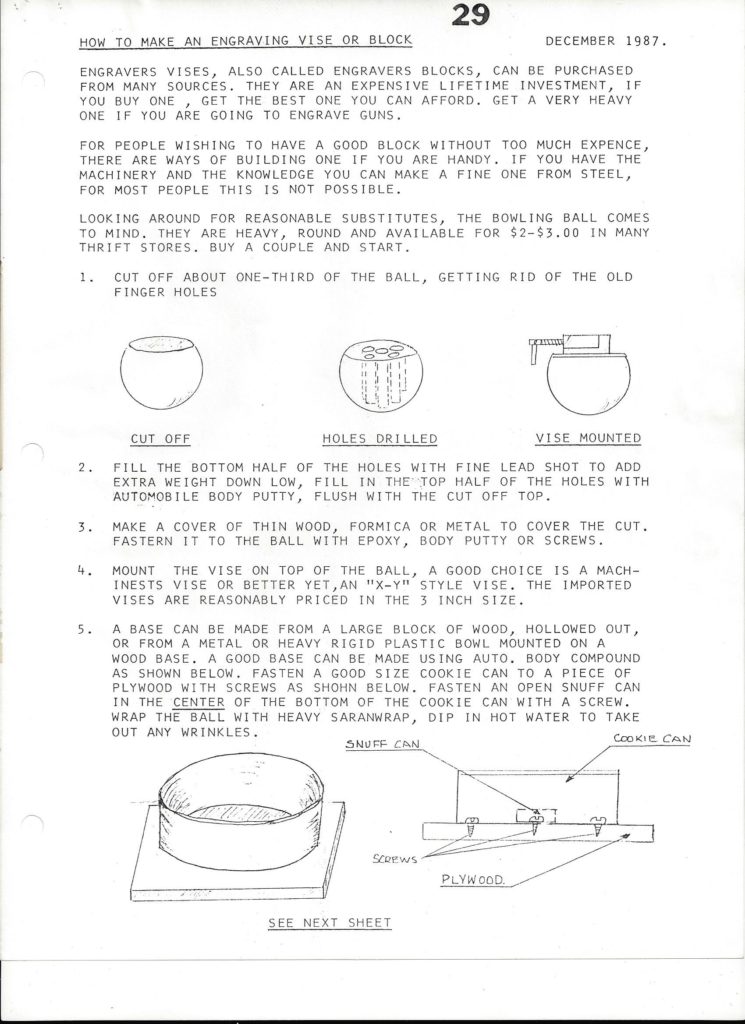
In his own words, here are Don’s six steps:
1) “Saw off about one-third of the bowling ball, getting rid of the old finger holes. I used a metal band saw but you may have other means”;
2) “Drill five holes in the flat top of the ball, one at each corner of a square with one in the middle using a half-inch drill bit, then chisel out a cavity in the center of the ball”;
3) “Fill the opened cavity almost to the top with lead shot to add weight, then seal the shot to the top of the hole with automotive Bondo® filler”;
4) “Make a round cover for the flat top of the ball using metal, wood or Formica®. Mount your vise on top of this. Mine is a machinist’s vise using its mounting system”;
5) “Make a base and you’re almost done. I used a round piece of 8-inch pipe cut to 2.5 inches in depth. Fill the pipe with Bondo, cover it with Saran™ Wrap and push the bottom part of the ball into it to make an impression. Clean up the excess Bondo [or, you can use the lawn mower tired described by Joe Keeslar in the story]”;
6) “Cut a round piece of suede to fit inside the round cavity so the ball can rotate freely. That’s basically it! Feel free to modify the vise to fit your own scenario.”
1 of 5
The bowling ball vise holds the wood securely as Keeslar lightly hammers the silver wire during his BLADE U. class.
Keeslar uses a hand drill on the vise-held wood during the wire inlay process in his BLADE U. class.
Keeslar punch presses the silver wire into the wood held in the bowling ball vise.
As his students look on, Joe Keeslar uses the bowling ball vise in his wire inlay class during the first BLADE University at a previous BLADE Show.