The voting is over, and the knife nuts have spoken: The CRKT Caligo will be the official knife of BLADE Show 2018.
That means you’ll be able to pick up a special edition of this hot knife at ShopBlade.com soon. Each Caligo will be serialized and sport the BLADE Show logo.
The annual BLADE Show knives always go quick, so be sure to watch for announcements here and on BLADE‘s social media (Twitter and Facebook are the best).
After going to knife shows for a few years, Dominick Gold of Manchester, New Jersey, had to try making a knife himself. He started reading and learning.
“I couldn`t believe how all the makers I met were willing to help the new guy,” Dominick noted.
He met Joe Szilaski at a New York knife show and took classes with him on stock removal and forging.
“I worked in the wholesale seafood industry out of the Fulton Fish Market in New York [City] and really learned how to use a knife,” he stated.
Best-selling knife patterns: skinners, hunters, bird-and-trout and mini tactical tomahawks
Preferred blade steels: 1095 for hamon, CPM 154 for hard or outdoor use, and AEB-L for fine edge holding in a slicer
Blade grinds: flat w/convex edge and hollow
How he tests his knives: paper slice, cardboard cut, 4×4 wooden post chop and user feedback
Favorite handle materials: koa, redwood, maple, also Micarta®, G-10 and the occasional resin pinecone
Price range: $200-$400
Knife shows he attends: Northeast Cutlery Collectors Association, Mystic, Connecticut; Lehigh Valley Knife Show, Easton, Pennsylvania; Great Middletown Firearm and Knife Show, Middletown, New York
Forums he participates in: Northeast Cutlery Collectors Association and the knife gods Group on Facebook.
Dominick does everything in house except heat treating stainless steel, which he leaves to Paul Bos. He hand-stitches his sheaths.
The Knife
His skinner has a 3.5-inch hollow-ground blade of AEB-L stainless steel. The knife has dovetailed brass bolsters with a satin finish, red linen Micarta scales and is finished with a 550 paracord fob.
“There isn’t a straight line on the knife,” Dominick added. Maker’s list price: $250.
Contact Dominick Gold, 908-309-7541, [email protected] and on Facebook at Dominick Gold.
Wayne Meligan
Wayne Meligan didn’t know why knifemaking came so easily to him, he just knew it did.
When Wayne was a boy, his father would pick him up after school with a change of clothes and they’d go fishing. He’s been carrying a knife ever since, fishing from the backwoods swamps to the Gulf of Mexico. After high school Wayne earned his bachelor of science degree in nursing, and today works full time as an assistant managing nurse in a critical care open-heart unit. He’s married with a 3-year-old at home, so his time for knifemaking is limited.
And yet, he spends every minute he can in his shop. Then his grandmother mentioned that his great-granddad used to make knives, and so did his grandfather.
Yet, nobody else in the extended family had picked up the craft, just Wayne. It all made sense—the compulsion to make knives was in his blood and had just skipped a generation.
Favorite blade steels: 5160 for its workhorse qualities, 1095, 80CrV2
Blade grind: flat
How he tests his knives: push-cut newspapers for chef’s knives; sportfish, hunt and camp for camp knives; cut a nail for heat-treat check on all models, or run through sheet metal
Favorite handle materials: local hardwoods like snakewood and walnut
Price range: $200 and up
Forums he participates in: Bladesmithing for Beginners Groups on Facebook
The Knife
This hidden tang all-around knife has a 7-inch blade of ladder-patterned steel from Alabama Damascus Steel. The angled integral guard is brass. The walnut handle looks wet because once the rough sanding is completed, the finish sanding goes from 220- to 2,000-grit. Finally a coating of Danish wood oil is applied.
Maker’s list price: $350.
Contact Wayne Meligan, 850-503-3335, [email protected] and Pirate Forge on Facebook.
Rob Ratliff
(SharpByCoop knife image)
Knifemaker Rob Ratliff specializes in fashioning gemstone handle knives, specifically using stone, minerals and fossils.
“My inventory consists of material from nearly every place on earth,” he claims. “I especially enjoy embellishments, such as filework and a variety of knife finishes. All of my work is in house with the exception of engraving.”
Preferred blade steels: D2 for edge retention, CPM steels for corrosion resistance and performance, and stainless damascus because of its beauty and overall performance
Blade grinds: hollow, flat and convex, depending on the knife’s intended use
How he tests his knives: rope and paper cutting, feedback from customers, and edge flexes
Favorite handle materials: gemstones for their unique, colorful, durable finishes, as well as Micarta®, wood and other materials upon request
Price range: $100 and up for neck knives, and $400 and up for folders
Knife shows he attends: BLADE Show, Gateway Area Knife Club Cutlery Fair and the Mt. Vernon Knife Show
“My background in woodworking and a career as a welder and in ornamental iron fabrication made my transition into knifemaking feel natural,” says Ratliff, who started making knives in 2007.
The wharncliffe-style, locking-liner folder sports a 3.25-inch Mike Norris damascus blade, dinosaur bone scales, fileworked titanium liners, “orange-peel-finished” titanium bolsters, and a dinosaur-bone inlaid titanium thumb stud. Ratliff’s list price: $1,050.
Knifemaking is a new pursuit for Marty Jelinek. His 14-year-old son asked if he could help make a hunting knife for him, and the passion grew from there. Marty has no formal knife training but a background in fabrication helps.
“For heat treating and tempering I have taught myself using TTT [time-temperature transformation] charts and gleaning information from steel makers’ guidelines,” Marty explained.
He lives in the outback where Internet access is spotty, TV reception is poor, and there is nobody nearby to lean on or compare and contrast with.
“My day job is as a farm hand on a crop farm, and this leaves little spare time, but it does allow me the opportunity to field test my blades in the tough Australian outback conditions.”
Best-selling knife patterns: 3-inch everyday carry drop-point, 4-inch drop-point hunter and the occasional kitchen knife
Preferred blade steels: SUP9/5160 in the form of recycled planting discs; also 12C27, 1095, 15N20, 1075 and D2
Blade grinds: full flat with a 25-degree secondary and the occasional zero-degree
How he tests his knives: field testing around the farm, hunting, cooking
Preferred handle materials: stabilized burl, G-10, horn and, by customer request, inlace acrylic. “The harsh Australian conditions call for tough hard-wearing handles, especially on working knives.”
Price range: $250-$300 with hand-tooled sheath
Forums he participates in: Assorted ones on Facebook, and Australian Blacksmith and Knifemaker
The Knife
“I am just a bloke in the bush having a red-hot go, making a few knives to pay for equipment to make a few more knives, Marty added.
His kitchen carving knife has a 7-inch blade with blued 5160/SUP9 steel. The inlace acrylic handle includes G-10 liners and spacers. Overall length is 12 inches. Maker’s list price: $300.
Contact Marty Jelinek, +61 4 28 299 690, [email protected], on Facebook at Handmade Knives by Marty Jelinek.
Rudy Dean
(Caleb Royer image)
Edmund Davidson, friend and mentor for over 25 years, sparked Rudy Dean’s interest in knifemaking.
Rudy was taught the art of pattern-welding steel by Herb Derr, who also encouraged him to make knives. American Bladesmith Society master smith Jim Crowell was Rudy’s instructor in the ABS Intro to Bladesmithing class, continues to guide his forging techniques and supervised Rudy’s journeyman smith performance test.
After 27 years as a retail store owner, Rudy retired in January and has become a full-time bladesmith. He also enjoys farming, beekeeping and sharpening his bushcraft skills in the mountains of the Shenandoah Valley.
Best-selling knife patterns: hunters and tomahawks made with patternwelded steel, and forged bowies
Preferred blade steels: his own forge-welded steel using 1084 and 15N20, 1075 for hamon, D2 for stock removal and CPM S30V for kitchen knives
Blade grinds: flat and the occasional hollow
How he tests his knives: wood and rope cutting, occasional destructive tests
Favorite handle materials: burls and spalted woods for natural beauty, vintage Micarta® for ruggedness and cast materials by J. Hue Customs
Price range: $250-$900
Knife shows he attends: BLADE Show, International Custom Cutlery Exposition, the Moran Association All Forged Show and the Shenandoah Valley Knife Collectors Show
Member of: ABS, The Knifemakers’ Guild, William F. Moran, Jr. Museum and Foundation, Shenandoah Valley Knife Collectors Club and the North Carolina Custom Knifemakers Guild
Rudy runs a “sole authorship” shop, performing all aspects of his builds in house.
In his Urban Cleaver Rudy incorporates 261 layers of pattern-welded 1084 and 15N20 steels in a 5½-inch, partial-hollow-ground blade. The knife is 10 1/4 inches overall with amboyna burl Blood Drip scales from J. Hue Customs. Maker’s list price: $500.
Tim Flack’s bladesmithing journey began when he saw the Western approach to traditional Japanese fine metalwork in pieces made by South Africans such as Ford Hallam and Tiaan Burger.
“I loved the traditional approach they took using hand chisels—called tagane—to carve metal,” Tim noted.
He lost his job a few months later and Pokémon GO was out, so he made a few sterling silver pendants of Pokémon and realized it paid the bills.
A friend asked him to make a knife and he called the local knife club for help. Rick Afonso introduced him to his mentor and friend, Stan Hohowsky.
“I forged my first knife, a kozuka, and that had me hooked,” Tim said.
Stan and friend Brad Woollon have mentored him ever since. Both studied under South Africa’s only American Bladesmith Society master smiths, Kevin and Heather Harvey.
Best-selling knife patterns: ultra-thin kitchen knife co-designed and manufactured with Woollon, his yanagiba, drop-point hunter and bowie
Preferred blade steels: O1 and 5160 for ready availability in South Africa. “I’d love 52100 for my kitchen blades, but it’s hard to get in flat bar and we forge it out of bearings here,” Tim explained.
Blade grinds: flat on kitchen blades for push cutting
How he tests his knives: wood chopping, push cutting ropes, bottle chops
Favorite handle materials: local woods like camphor bush burl, stink ebony and wenge
Price range: $60-$300
Knife shows he attends: local shows in Cape Town
Member of: The Cape Town Knife Club
Forums he participates in: Facebook Groups
The Knife
His kitchen knife has a 7.38-inch flatground, convex-edged blade of Bohler K460 steel. Overall length is 11.81 inches. The handle is made of treated zebrano wood and fastened with mosaic pins.
Contact Tim Flack at +27 60 6054562, [email protected], on Facebook at Tim Flack; on Instagram @journey_of_a_metalsmith and on Twitter @tim_meh87.
Find More Custom Knifemakers with BLADE‘s Directory
A full directory of custom knifemakers around the world can be found in the Knives 2018 book.
Custom knifemakers can use any steels they like. However, some steels continue to see use year after year. Here are a few great examples.
CPM 154
CPM 154 stainless is the blade steel Kurt Swearingen selected for his deep-bellied semi-skinner with a tapered tang and single guard. The handle is amber elk. Overall length: 8.25 inches.
1084 & 15n20
A pattern weld of 1084 and 15n20 comprises the 6 7/8-inch clip-point blade of the 385 Damascus Bowie by Larry Cox. The handle is giraffe bone and the guard is 416 stainless steel.
5160
Tried-and-true 5160 carbon steel is the blade material for Bill Kirkes’ small bowie with a long swedge and oval double guard. The handle is ironwood. Overall length: 12 inches.
W2
W2 tool steel comprises the clip-point blade of Chris Montgomery’s tapered-tang utility hunter. The handle is the Bob Loveless favorite—green Micarta®. Overall length: 8.25 inches.
154CM
A 3.25-inch blade of 154CM stainless—another Bob Loveless staple—anchors James Glisson’s drop-point skinner in mammoth ivory. The scrim is by Kurtz Miller and the engraving by Pierre Le Blanc.
D2
D2 tool steel is the material for the 7-inch hollow-ground blade of Harvey King’s fighter. The handle is stag with a brass double guard and buttcap. The spacer is amber.
440C
Bill Duff no doubt has used 440C stainless scores of times in his many years of knifemaking—and he does so here again on his large dagger with a black and maroon Micarta® handle. Overall length: 12.75 inches.
The owner of a local tactical gear store says her business is being harmed by the Canadian Border Services Agency decision to reclassify some folding knives as prohibited weapons in spite of them being legal to possess in Canada.
“It’s absolutely a misinterpretation of the Criminal Code,” said Sarah Jorgensen, owner of Lethbridge Tactical Supply.
This isn’t, as many knife laws are, being framed as a safety or crime issue. It’s strictly a bureaucratic move, one so ham-handed that it doesn’t exempt first responders. They’re on their last knives.
Jorgensen continues:
“The majority of my customers are first responders,” Jorgensen said. “And now I can’t even sell them knives.”
Here’s the money quote:
She said she has spoken to CBSA [Canada Border Services Agency] agents who claim to carry these knives themselves.
“Now they have to seize the knives that they themselves carry at work,” she said.
In an emergency situation, a knife that can open with one hand can literally mean the difference between life and death. Here are several stories detailing exactly that. First responders, of all people, should have options to make their critical work as effective as possible.
Newton “Newt” Martin, one half of the team behind Martin Knives, passed away on Feb. 26, 2018. BLADE‘s source for the news reveals he was, “a hell of a guy and a talented knifemaker.”
In addition to making knives with Ed Martin, Newt produced tutorials about knifemaking. Here’s one of them, where he hosts a shop tour.
BLADE expresses its condolences to the Martin family.
Cold Steel Transitions to CPM-S35VN
In a Facebook post, Cold Steel announced it will transition to using CPM-S35VN steel instead of the CTS®XHP it’s used in the past. Supply issues are apparently the issue.
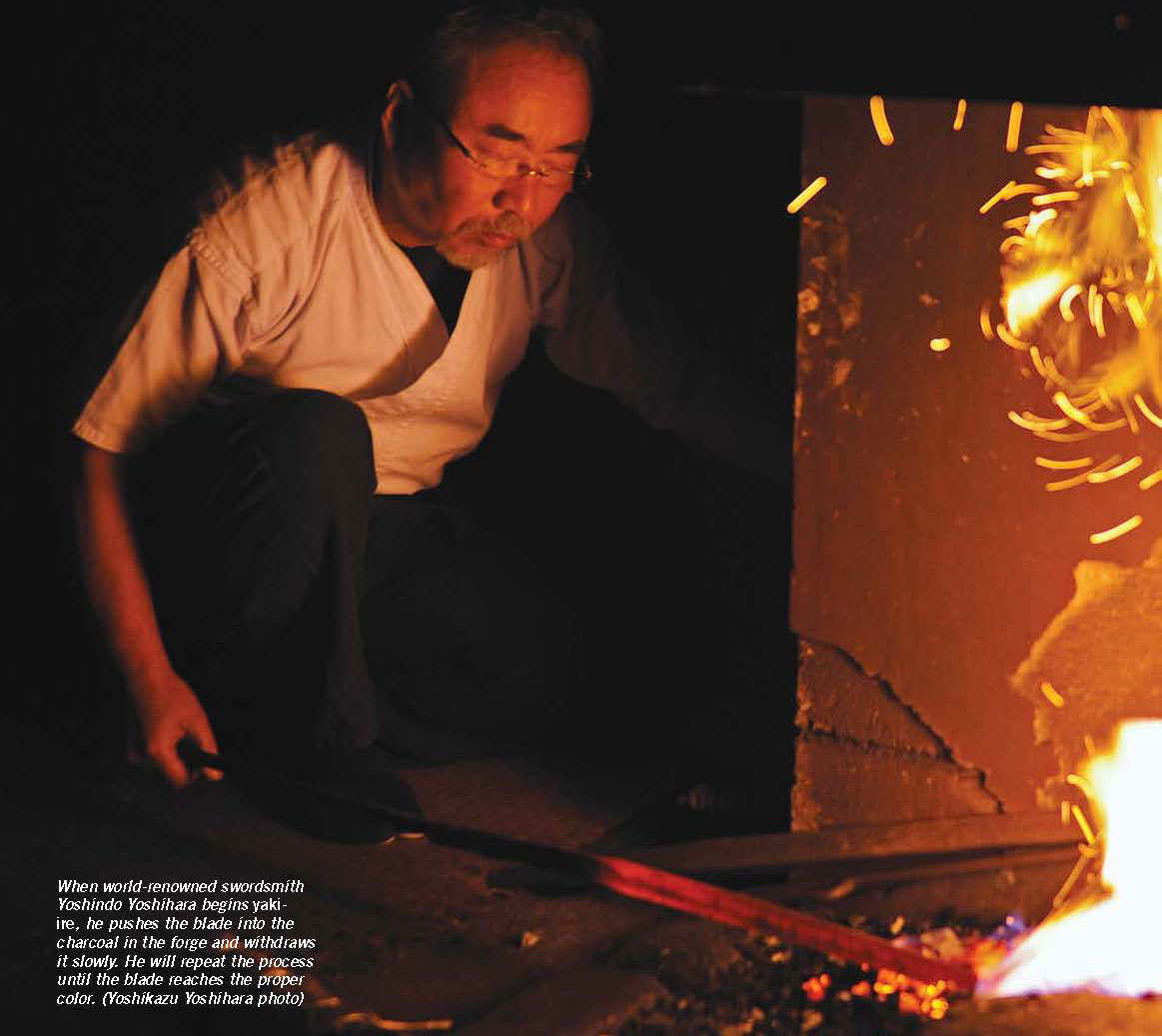
When world-renowned swordsmith Yoshindo Yoshihara begins yakiire, he pushes the blade into the charcoal in the forge and withdraws it slowly. He will repeat the process until the blade reaches the proper color. (Yoshikazu Yoshihara photo)Done in the moroha style, this tanto blade has a double edge with a hamon on both edges. Each hamon is composed of small but long gunome waves, and the two hamon mirror each other. There is a very clear, well-defined boundary (habuchi) defining the entire hamon. (Aram Compeau photo)
A hamon is made using completely traditional methods. The description provided here is intended to explain the method and details as used by world-renowned Japanese swordsmith Yoshindo Yoshihara, though there are variations in the details of the technique as used by other swordsmiths.
Basically, the swordsmith coats the edge region where the hamon will be with a thin clay layer. He then coats the upper part of the blade with a thicker clay layer above where the hamon will be. A series of clay strips (ashi) are placed across the entire width of the blade from the top surface down to the edge, and the clay ashi determine where the ashi—the extensions that run perpendicular to the sword’s lengthwise direction—will form in the hamon. The boundary line between the two clay types, along with the ashi, will completely define the resulting hamon.
However, the final results also will depend on the steel, the temperature the blade is heated to during the yaki-ire process—which the smith judges by eye—the clay pattern on the blade, and the swordsmith’s skill and experience.
Making Hamon: The Steel
A closer view of the hamon area and ridge at the top of the clay-coated portion.
Japanese swordsmiths use steel called tama-hagane. It is the traditional Japanese steel used for swords and tools since iron and steelmaking was introduced to Japan. A very important property of tama-hagane is its composition. It is almost pure iron and carbon, with very little traces of any other element.
The tama-hagane is forged out and folded over on itself an average of 12 times, though the exact number of times it is folded and worked depends on its carbon content and how it behaves during the forging process. The finished material usually will have a visible grain pattern on its surface—if it is polished properly— and a carbon content of about .6 to .7 percent, which is considered optimal for a traditional Japanese sword.
These properties are important considerations in making a hamon. The traditional method used to make the hamon was developed while working with this type of steel, and, thus, the steel composition is an essential element in making a traditional Japanese-style hamon.
During the early part of the 20th century, the Japanese military establishment wanted all officers to carry a traditional Japanese blade. However, it was impossible to make a sufficient number of swords using fully traditional methods. Consequently, many swords were made for military personnel using non-traditional methods. The primary labor-saving consideration was the use of modern—that is, early 20th-century—steel. Generally, the steel was salvaged from railroad tracks thus, the steel composition is an essential element in making a traditional Japanese-style hamon.
During the early part of the 20th century, the Japanese military establishment wanted all officers to carry a traditional Japanese blade. However, it was impossible to make a sufficient number of swords using fully traditional methods. Consequently, many swords were made for military personnel using non-traditional methods. The primary labor-saving consideration was the use of modern—that is, early 20th-century—steel. Generally, the steel was salvaged from railroad tracks and other structures, and most of it had been fabricated in the late-19th and early 20th centuries.
The steel was forged to shape and then a hamon was formed using traditional methods. Though traditional methods were used to make the hamon for the military swords, and hamon are clearly present, they usually do not appear to be quite the same as hamon made on swords formed from tama-hagane. The hamon are often not as bright as on traditional swords, and there are not many hataraki, or complex details, visible in such hamon. It is probably because the composition of the steel used in the “modern” blades is not the same as the composition of tamahagane.
This means that forming a traditional, complex-appearing hamon in modern steels may not be as simple as just carefully applying traditional procedures.
The Japanese method of making a hamon was developed over a 500-year period specifically to use with Japanese tama-hagane steel.
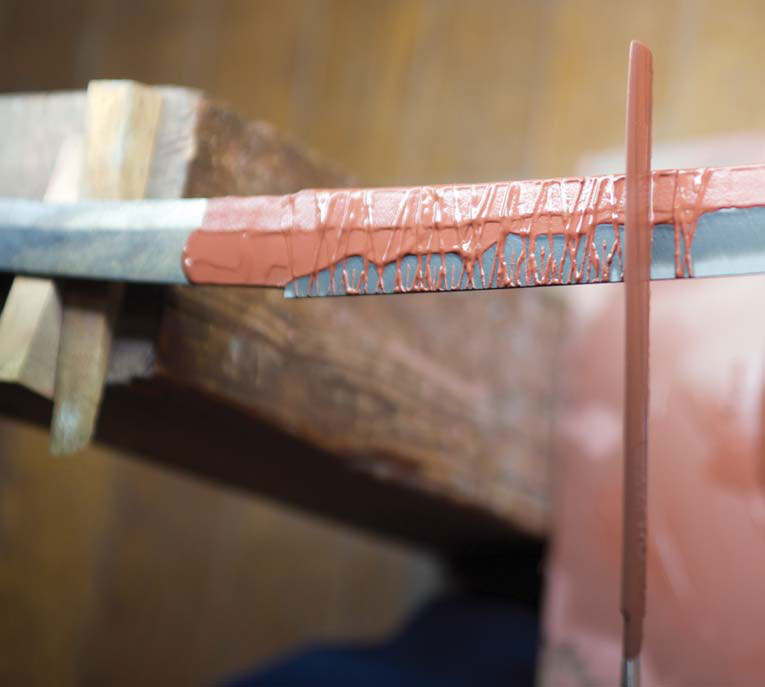
Tsuchioki: Applying The Clay
Yoshikazu (applies the black clay to the edge where the hamon will be. The clay is applied and then scraped off, leaving a very thin, minimal layer on the hamon area. Note the ridge at the top of the clay layer. This will be the boundary of the hamon.
After forging, the blade is filed to shape, and the edge is left about .16 to .2 inch thick. If the blade has a sharp edge, it will likely crack during the yaki-ire process. If the edge is too thick during yaki-ire, the final pattern visible on the sharpened edge could be different from what was visible on the outside of the much wider edge during yaki-ire.
When the blade is ready to have the hamon made, it is cleaned again by polishing with the coarsest polishing stones, usually about 200 grit. Rough scratches from a coarse stone make it easier for the clay to adhere to the sword. After this polishing step, there is no contact between bare skin or fingers and the blade’s surface, because oil from bare skin can prevent clay from adhering strongly to the blade. From this stage until after yaki-ire, only the tang of the blade is handled.
The process of placing a thermal clay layer on the blade to form the hamon is called tsuchioki.
A black clay formula is used to coat the edge of the sword. Yoshikazu Yoshihara adds water and mixes the clay until it has an even and smooth consistency. A red clay mixture is used for the upper part of the blade to form the ashi.
Several types of clay can be used. Yoshindo generally uses two types. To cover the edge region, he uses a black clay. It is composed of approximately equal part ground charcoal, clay and ground stone (omura-to or omura stone, a rough limestone used to shape new swords). The clay is spread over the hamon area and then scraped off to leave a thin, uniform layer. The hamon actually cools faster if covered with the clay than if left uncoated. This is because of the fine ground stone in the clay. The fine stone particles produce a rough surface and greatly increase the surface area and cooling rate over the hamon region.
Yoshindo uses a second clay to cover the upper part of the blade above the hamon which is not to be hardened, and also to form the clay ashi to define and form the hamon pattern’s details. The second clay contains ground charcoal, clay and kanahada—finely ground red iron oxide—and this clay has more effective thermal properties. Kanahada is the fine red iron scale that forms on iron or steel surfaces after the metal has been heated to a red or brighter color and allowed to cool. The scale is collected and ground into a fine red powder.
The quantities of the ingredients are approximately equal.
However, many swordsmiths use their own proprietary formulas and may use other ingredients, too. Yoshindo says the clay component is very important—he uses clay made for ceramic work—and the most vital consideration is that the clay must adhere very tightly to the sword.
Before the thermal clay preparations are used, the clay mixtures are worked slowly with water and a spatula until they form a thick, uniform paste. They are applied with a spatula to the blade. The technique requires some practice. Spreading the black clay over the hamon area is relatively straightforward. The second step is to spread the red clay over the upper part of the blade where the hamon will stop.
Yoshikazu begins to apply the red clay from the back edge (mune) of the sword down to the black clay boundary. He places the clay on the sword with a spatula, and then pushes it down to the ridge formed by the black clay.
Usually, a ridge is formed with the black clay at the top of the hamon area. The ridge is also the limit of the area where the red clay will be placed. The ridge is reinforced with the red clay and marks the contour that will form the top of the hamon. More red clay is then spread on the upper part of the blade and pushed down toward the hamon to the ridge formed earlier with the black clay.
Once the black and red clays are in position, the ashi are placed on the blade.
Yoshindo uses the edge of a spatula for the procedure. The edge of the spatula is placed into the clay, and then the spatula edge is rolled across the width of the blade from the edge to the back (mune) in one stroke. The ashi can be perpendicular to the blade’s lengthwise axis. This will result in visible ashi in the final hamon that will be perpendicular to the hamon boundary.
The ashi can be very thin or thick and will contribute to the final appearance of the hamon. If the ashi are placed close together, the final result can be regular loops or waves, or gunome. To form choji-shaped loops (where the top of the loop is wider than the bottom), the alternate ashi are slanted in different directions across the hamon.
To form the fine details of the hamon, clay strips or ashi are added to the full width of the blade from the edge to the back. A spatula is dipped into the clay and then the edge of the spatula is rolled across the full width of the blade. Smaller ashi will then be added to the bottom part of the hamon, too. This pattern will help to define the choji “waves.”The complex pattern of ashi will form a choji hamon. Note the larger amount of open spaces at the top part of the hamon area.
Even when a correct clay pattern is placed on the blade, the blade’s temperature at quenching is very important. If the blade is heated to the correct temperature and the ashi are designed to produce a choji hamon, the results should be satisfactory.
However, a set of ashi intended to produce a choji hamon could result in a gunome hamon if the temperature is too high. This means many factors must be correct to obtain the desired results, including the steel composition, the clay composition and placement, and the temperature of the sword when quenched.
After the clay coating is finished, it is allowed to dry. When it is partially dry, the light gray areas near the edge can provide a preview of how the hamon likely will appear. Here, light gray choji “waves” are clearly visible in the partial dry clay coating.
Yaki-Ire: Heating and Quenching to Form the Hamon
The blade is repeatedly pushed through the charcoal in the forge until it becomes a bright orange or almost yellow color. The hamon boundary between the black and red clays and the ashi is visible. (Yoshikazu Yoshihara photo)The blade is pushed through the forge with the edge down, and it will be heated until the edge is somewhat brighter than the back. The colors must be consistent over the entire blade and the point area to achieve a uniform, well-defined hamon. (Yoshikazu Yoshihara photo)
Heating and then quenching the blade in water in a process called yaki-ire forms the hamon. When the clay is dry and the blade is ready for yaki-ire, the blade is heated slowly in the forge. The charcoal used at this step is cut into very small, fine pieces, each about the size of a sugar cube. The charcoal must be of the pine variety.
Pine charcoal is very light and less dense than oak or hardwood charcoal. When cut into small-sized pieces, it can produce a very hot fire and rapidly heat the blade.
Another important detail is that the small, soft charcoal pieces will not damage or scrape off the blade’s clay coating while the blade is continuously pushed through the fi re in the forge to heat it.
World-famous Japanese swordsmith Yoshindo Yoshihara begins the yaki-ire process by pushing the blade into the forge slowly with the edge up, and then slowly pulls it out.
When the blade reaches a bright orange to yellow color, it is rotated and pushed into the forge with the edge down. Yoshindo will continue until the edge is visibly hotter and brighter than the body of the blade.
Click for a larger view.
When the blade is ready, the edge will be brighter and hotter than the body, the clay boundary on the blade defining the hamon will be visible, the blade will be uniformly heated along its entire length, and the temperature (as judged by the color) will be correct. At this point, Yoshindo will pull the blade out of the forge and plunge it into a tank of water.
After the blade is removed from the water, it is inspected to be sure the clay coating has remained intact, and that the blade has experienced no severe flexing or bending. The final step is to anneal the blade because it will be too hard and brittle after the yaki-ire step.
The annealing step is called yaki modoshi. Yoshindo pushes the blade through the forge until it reaches a temperature of about 170° Celsius (338°F). Yoshindo can judge this from when the clay becomes dry and from other visual clues.
After yaki modoshi, the clay is removed and the blade is cleaned up rapidly with a grinding wheel under a water jet to prevent the blade from overheating.
The hamon easily can be seen at this stage after pouring a solution of 5 percent nitric acid over the blade. If the blade passes this inspection, the polishing process will begin.
Blade Stresses
Click for a larger view.
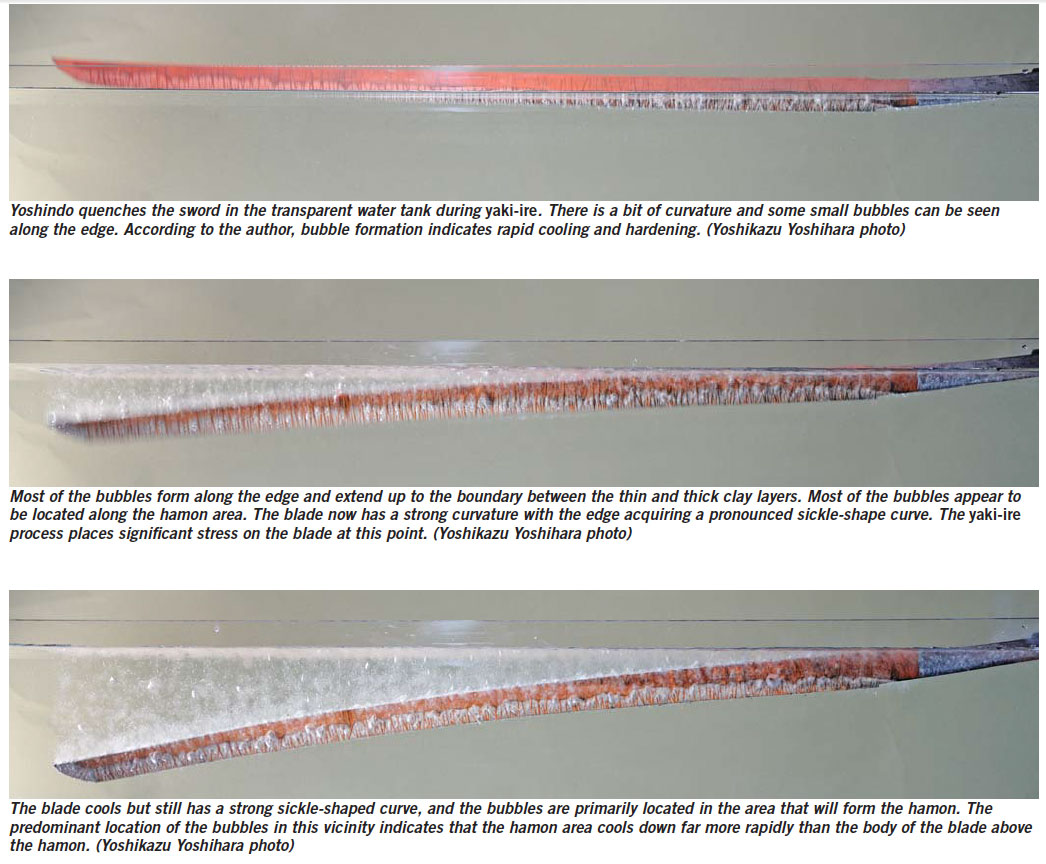
The accompanying photos taken of a transparent water tank built by Yoshindo and his son Yoshikazu shows how the blade behaves during yaki-ire.
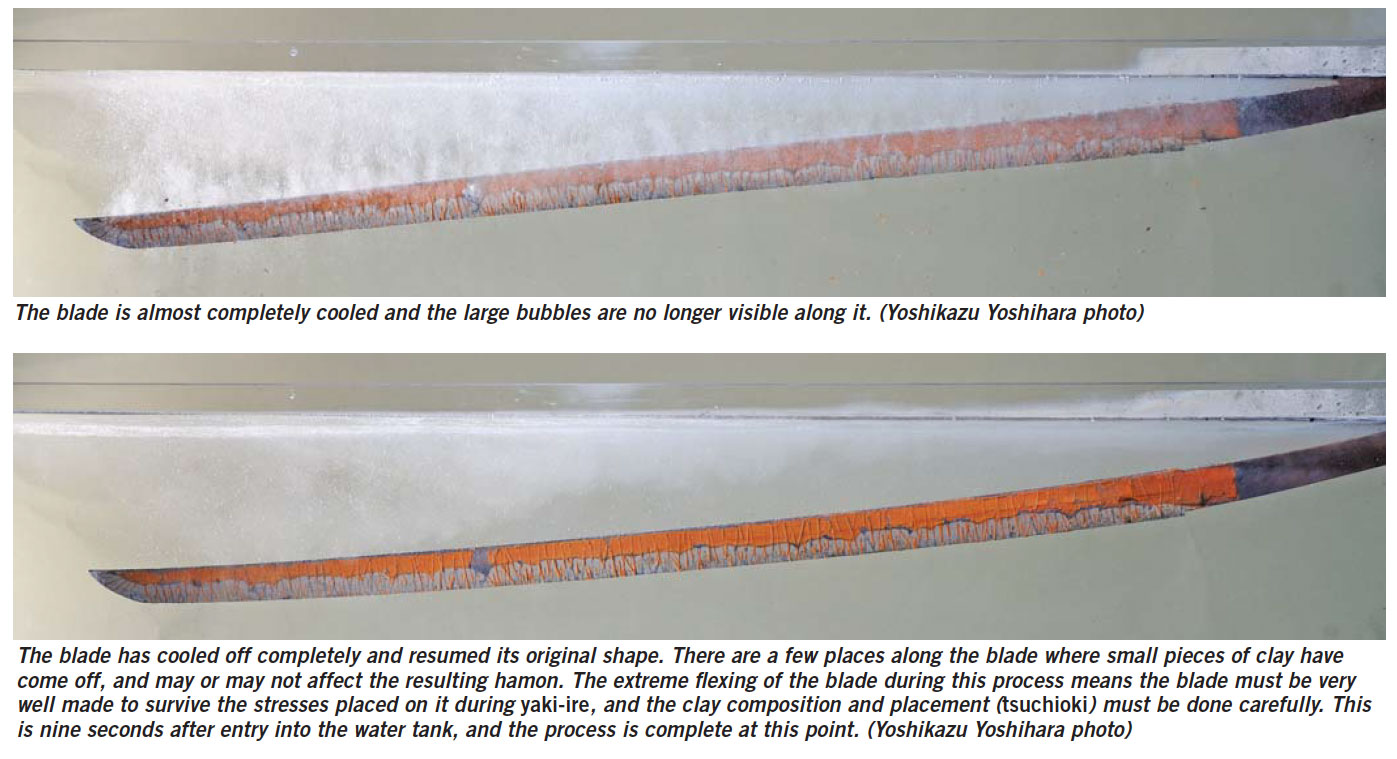
When the blade enters the water, it is nearly straight. Shortly thereafter, the blade curves towards the edge. As the blade cools, it reverses the curvature and curves toward the back surface. Thus, a blade flexes twice during the quenching process: first strongly toward the edge, and then strongly toward the back.
At the end of the quenching process it may be nearly straight or have some degree of curvature toward the back surface. The degree of curvature remaining after yaki-ire may be fairly uniform or variable and almost random. The final curvature is produced by hammering and local heating to produce the precise curvature the swordsmith wants.
Hadaka-Yaki: Making a Hamon Without Clay
A hira zukuri tanto is plunged into the water during the hadaka yaki process—yaki-ire with no clay coating on the blade. The blade has curved down so that the edge has a concave contour. Bubbles, including many large ones, cover the sides of the blade. (Yoshikazu Yoshihara photo)
A hamon can be formed without using a clay layer, and one of the most famous schools of swordmaking, the Ichimonji School in Bizen circa the 13th century, used this method. The blade is prepared in the same way as described above, but no clay is placed on it. The blade is heated in the forge as before, first with the edge up, then with the edge down. When the edge is visibly hotter than the blade’s body, it is plunged into a tank of water.
The edge should be approximately 800°-850°C (1,472°-1,562°F), and the body of the blade should be approximately 750°C (1,382°F) or lower.
If the blade is prepared properly and heated correctly, an interesting hamon will form. This type of hamon can have abundant ashi and a gunome or choji hamon with plentiful hataraki.
However, the swordsmith will have no control over the final hamon form, and the hamon will vary with each hadaka-yaki attempt. Using a thermal clay coating allows an experienced swordsmith almost complete control over the final hamon, so most swordsmiths use clay today, though some swordsmiths do use hadaka-yaki to form the hamon.
An accompanying photo shows hadaka-yaki (with no clay on the blade). The blade is a large hira zukuri tanto, so the extent of flexing is not as great as that seen with the katana or long sword. However, the pattern of cooling along the blade and bubble formation and distribution are clearly different for hadaka-yaki than for traditional yaki-ire. Far more bubbles form all over the sides of the blade with hadaka-yaki.
For yaki-ire, bubble formation is concentrated along the edge of the blade. Since bubble formation indicates rapid cooling and hardening, the cooling patterns and hamon will be different with the two methods.
Evaluating a Hamon
A hamon must meet certain criteria to be considered good or functional on a Japanese sword blade. There must be no nioi-gire or gaps in the nioi line defining the hamon. The nioi should form an even, wide and clear belt along the length of the sword. The hamon boundary (the habuchi), whatever its shape and style, should be clear and strong everywhere along the blade. There should be some hataraki or ashi, and a clear, recognizable pattern. The hamon on the point should be well formed and clearly visible. The hamon should form a good composition with and complement the blade so that the entire presentation forms an aesthetic whole.
It takes a considerable amount of experience and effort to make a properly formed and aesthetically complementary hamon on a Japanese sword blade.
It often takes years of experience before a young Japanese swordsmith can consistently make good hamon.
Near-flawless grinds, captivating materials, curvaceous lines, snug fit and finish, and slick mechanisms help ensure today’s hottest makers’ hottest custom knives are cool cutters to covet.
While determining such knives is almost impossible to do without at least a smidgeon of subjectivity, those who sell knives professionally have their finger on the pulse of who some of the makers are and which of their knives is hottest. If the sellers don’t, they won’t be in business for long.
We tapped four of today’s successful knife sales operations—purveyor Daniel O’Malley of Bladegallery.com, purveyor Les Robertson of Robertson’s Custom Cutlery, and Sako Rouchanian, owner of Recon 1, a retailer of knives and gear—for their opinions on the matter.
Meanwhile, don’t be surprised if one or more of the mesmerizing cutters they identify activate your salivary glands. Covet away!
Poison
(Claudio Sobral image)
Poison by Claudio and Ariel Sobral of CAS Knives offers up what purveyor Les Robertson calls the Sobrals’ signature style: big, bold and striking! The carved integral guard and sub-hilt are blued carbon steel.
Handle: Amber stag
Blade and overall lengths: 10 and 15.5 inches
Blade steel: Ladder pattern damascus
Maker’s price: $3,000
111
(Recon 1 image)
The Double Row Roller Bearing System used exclusively on such custom knives as Sergey Shirogorov’s full custom 111 flipper makes the knife’s action incredibly smooth.
“It flips open like a rocket,” stated Sako Rouchanian of Recon 1.
Blade and closed lengths: 4.37 and 5.25 inches.
Blade steel: Chad Nichols boomerang damascus
Handle: stonewashed titanium
Maker’s price: Auction only
Recon 1’s price: $12,000
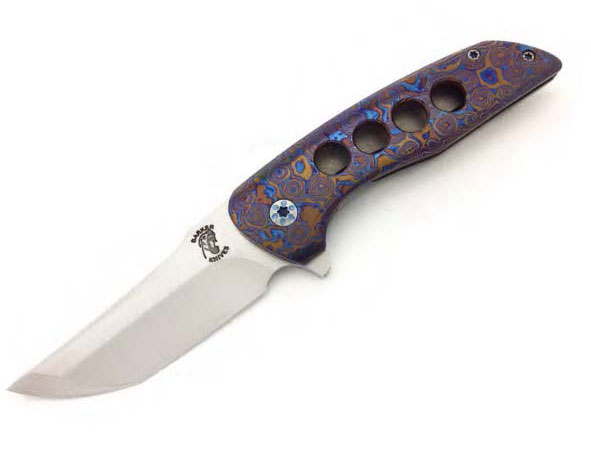
Ronin
(Steel Addiction Custom Knives image)
Jim Burke’s Ronin is a compact tactical flipper folder with a unique pocket-friendly footprint. The modified tanto blade is Stellite® and pivots on ceramic bearings. The frame is milled Zircuti—zirconium and Mokuti—with blue anodized hardware. The clip is Zircuti, too.
Weight: 5.5 ounces
Blade and closed lengths: 3.25 and 4.25 inches
Maker’s price: $1,800
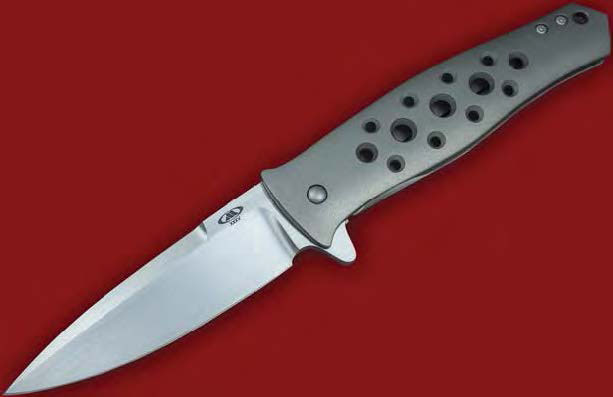
L51 Compact
(BladeGallery.com image)
As purveyor Daniel O’Malley observed, over the past couple of years tactical folder collectors who had gone by the creed of “bigger is better” have been opting for sleeker, lighter, thinner and more pocket-friendly versions for their EDCs. The L51 Compact by Andre Van Thorburn is such a knife.
The carbon fiber handle of Ray Laconico’s EZC flipper features a milled “speed hole” pattern.
“When it comes to building a handmade tactical flipper knife for everyday carry, Ray Laconico gets it,” noted Sako Rouchanian of Recon 1.
Blade and closed lengths: 3 and 3.87 inches
Maker’s price: $750
Recon 1’s price: $1,100
A2/A6
(Steel Addiction Custom Knives image)
The A2 framelock folder by South Africans Andre Van Heerden and Andre Thorburn has been hot for well over a year now and shows no signs of cooling off. The A2/A6 is their collaboration with Tashi Bharucha in a blade of polished Damasteel damascus, and hand-rubbed titanium frames in the Omega sign with silver lightning-strike carbon fiber inlays.
Weight: 4.9 ounces. Blade and closed lengths: 3 5/8 and 8 3/8 inches
Makers’ price: $1,500
Model 450 Ultra-Light
(BladeGallery.com image)
South African Des Horn’s Model 450 Ultra-Light gent’s flipper features a 2.75-inch blade of Damasteel stainless pattern-welded steel and a blue/silver carbon handle.
“It’s so slim and light [1.2 ounces] you won’t even know you’ve got it with you,” noted purveyor Daniel O’Malley. “With over 30 years making knives, Des Horn is one of the fathers of the South African knife industry, and his influence can be seen in many other makers’ work.”
Horn’s price: $600
BladeGallery.com’s price: $600
Hokkaido
(Recon 1 image)
“Arguably [featuring] the best grinds in the tactical market, John Barker’s Hokkaido is the hottest tanto design in the tactical world,” noted Sako Rouchanian of Recon 1.
The Small Hokkaido flipper features a contoured rosebud pattern Timascus handle.
Sault Daug is the latest folder from Lee Williams. Equipped with a linerlock, it comes in both the maker’s Kick Stop and stud opener (pictured) versions. Blade and closed lengths: 3.5 and 4.75 inches.
Blade steel: handrubbed CPM 154
Handle: Carbon fiber scales and titanium standoffs
Weight: 4.7 ounces
Maker’s price: $2,250
Open-bid show price: $7,500
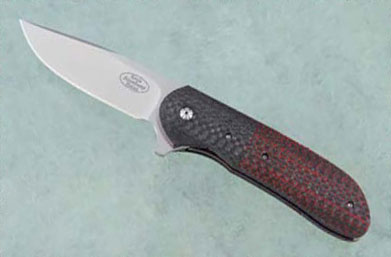
Piuma
(BladeGallery.com image)
The brother of custom knifemaker Willem Steenkamp, Kosie Steenkamp offers up the Piuma flipper in red lightning-strike carbon fiber.
“The blade is perfectly centered with silky smooth action,” noted purveyor Daniel O’Malley, “and easily opened with one hand using the ambidextrous flipper toggle.”
Blade and closed lengths: 3.4 and 5 inches
Liners: Jeweled and anodized titanium
Pocket clip: textured and anodized titanium
Maker’s price: $575
BladeGallery.com’s price: $575
Doctor Death Junior Flipper
(Steel Addiction Custom Knives)
Tom Mayo has been making knives 35 years and all of his anniversary knives have his XXXV anniversary logo.
The Doctor Death Junior Flipper has a 3 5/8-inch blade of handrubbed CPM 154 stainless steel and operates on the Ikoma Korth Bearing System. The framelock folder weighs 4.6 ounces and is 5 inches closed.
Maker’s price: $1,600
See More Photos of Custom Knives
See beautiful, full-color photos of custom knives in Knives 2018.
Editor’s note: This article originally appeared in the July/August 1994 issue of BLADE magazine.
Knife History: George Washington’s Penknife
On display at the Alexandria Masonic Lodge in Alexandria, Virginia, is a simple penknife. Its closed length is 3 inches; its handle appears to be mother-of-pearl. the single blade is 1 3/4 inches long.
The claim to fame of this otherwise nondescript cutlery antique is that it was in the possession of George Washington for 56 years. More significant than the knife itself, however, is the story it inspired, a fascinating tale of devotion to duty and strength of character.
Gilbert Stuart Williamstown Portrait of George Washington.
Following the death of his father in 1743, a young George Washington, then only 11, went to live with his half-brother, Lawrence. While repairs were being done to the family estate at Mount Vernon, George stayed for a time at Belvoir, the home of William Fairfax, a close friend of the Washington family and also Lawrence’s father-in-law.
“William Fairfax became very fond of George and gave the young man access to his elaborate library,” explained Dr. Claude Harris, archivist of the Alexandria Washington Masonic Lodge, which is located in the George Washington Masonic National Memorial. “Through the influence of his brother and the Fairfax family. George obtained a commission as a midshipman in the [British navy].”
According to Jack Rudell, curator of the replica room of the George Washington Masonic National Memorial, Martha Ball Washington, George’s mother, corresponded with her brother, John Ball, who lived in England.
“John Ball said that the British navy was a floating hell,” commented Rudell. “So [Washington’s mother] was convinced not to let George go.”
Though the details had been worked out and all preparations made, young George respected his mother’s wishes, surrendered his commission and returned to the study of mathematics and surveying.
George’s mother ordered supplies from England annually, and in her next order was a request for one good penknife, which she intended to give to her son as a token of appreciation.
“This she presented to young George as a reward for his submission to her will with the injunction, ‘always obey your superiors,’” remarked Harris. “He carried the token with him through life as a reminder of his mother’s command.”
The Penknife Steps into History
A painting of Gen. George Washington and Lafayette at Valley Forge. (John Ward Dunsmore)
Later, during the Revolutionary War, Washington supposedly recounted the knife’s history in a conversation with one of his most trusted subordinates, Gen. Henry Knox. It was Knox who would later play a key role in Washington’s military future.
As the commander-in-chief quietly deliberated over the situation that bleak winter at Valley Forge, it could scarcely have been more critical. His soldiers were fighting for their very lives against the mightiest military power in the world. If they failed, then along with them would perish an ideal.
“When a timid Congress failed to provide food for his starving and ragged army, in desperation yielding temporarily to his feelings, and in sympathy for his men and disgust with Congress, Washington wrote his resignation as commander-in-chief of the Continental Army and summoned his staff to notify them of his actions,” remarked Harris. “Among the officers present and sitting in the council was Knox, who reminded him of the knife and his mother’s injunction ‘always obey your superiors. You were commanded to lead this army and no one has ordered you to cease leading it.’”
Washington paused and said, “There is something to that. I will think it over.”
Half and hour later he had torn up his resignation, determined to fight to the end. Thus, a penknife may have meant the different between life and death for the USA.
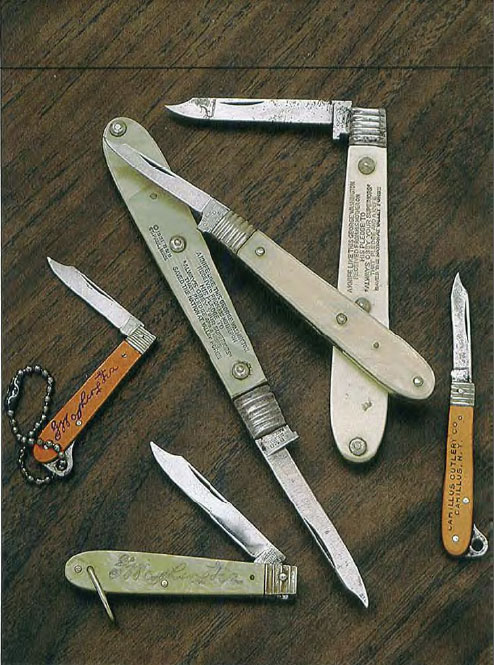
As True as the Cherry Tree Story?
According to “The ABCA Price Guide to Antique Knives,” by J. Bruce Voyles, several reproductions of Washington’s penknife were made in 1932. On the handle of the larger size is the injunction given Washington by his mother; on the scales of the smaller size is Washington’s signature. Clockwise from bottom left are repros by Camillus; unknown; B&B of St. Paul, Minnesota; Robeson; Remington; and Camillus.
Whether events actually transpired as recorded is as much a matter of opinion as appraisal of fact, but indeed the story of the knife should rank in American folklore with that of the cherry tree and the famous phrase, “I cannot tell a lie.”
Love History and Knives?
Load up on more stories like this one with BLADE‘s collection of back issues. One download gets you 25 years of magazines, all conveniently presented in PDF format.