Sprint Run Spyderco Starmate salutes Bob Terzuola and Sal Glesser.
“If I have seen further than others, it is by standing upon the shoulders of giants.”—Isaac Newton
Although Newton penned these words centuries ago, the spirit of his quote is timeless. Applied to the world of knives, today’s high-performance, state-of-the-art tactical folders are the direct result of two cutlery industry giants: legendary custom knifemaker Bob Terzuola and Spyderco co-founder Sal Glesser.
Both members of the BLADE Magazine Cutlery Hall of Fame®, independently these men each had a tremendous influence on the knife world. However, when they joined forces their impact was even more profound. One of their more influential collaborations was the Starmate, which combined the best elements of Terzuola’s iconic ATCF (Advanced Technology Combat Folder) and Glesser’s revolutionary CLIPIT platform.
To celebrate the 25th anniversary of this pivotal design—and commemorate several other important historical landmarks as well—Spyderco has introduced a limited-edition Sprint Run expression of the Starmate. To truly appreciate the knife, however, you need to appreciate the men behind it.
Brooklyn Boys

Robert G. Terzuola was born in Brooklyn, New York, on Sept. 14, 1944. A diligent student, he earned a full scholarship to New York University, where he majored in vocational education. Upon graduation, he joined the Peace Corps and served in a variety of roles in Panama, Puerto Rico and Guatemala. During that time, he taught himself the art of jade carving and ultimately became the general manager of a jade jewelry company in Antigua, Guatemala. There he met Col. James Atwood, a former U.S. military intelligence officer, military edged weapons historian and CIA contract worker. Recognizing Terzuola’s skills as an artisan, Atwood suggested he try his hand at knifemaking and introduced him to many of his earliest customers—adventurers and soldiers of fortune in Central America.
With Atwood’s encouragement, in 1980 Terzuola began crafting handmade fixed blades. In 1982, he joined The Knifemakers’ Guild based on endorsements from the legendary Bob Loveless and Frank Centofante, Cutlery Hall of Famers in their own right. That same year Terzuola met Glesser at the New York Custom Knife Show.
A fellow Brooklyn native, Sal was—and still is—a passionate entrepreneur and inventor. He operated several successful businesses before he and his wife Gail founded Spyderco in 1976. Sal’s first knife-related product was the Tri-Angle Sharpmaker, an improved expression of the ceramic Crock Stick knife sharpener he and Gail sold at fairs and shows across the country.

In 1981, Sal introduced the first Spyderco knife: the Worker. Its revolutionary design was the first to include a pocket clip for convenient, top-of-the-pocket carry and Spyderco’s signature Trademark Round Hole for swift one-hand opening with either hand. The inaugural member of Spyderco’s groundbreaking CLIPIT family, a year later the Worker was also the first commercial folder to offer the aggressive cutting power of a serrated blade. Together, these features defined the form of the modern folding knife that still endures today.
Synergy For SpyderCo
When Bob first met Sal at the New York Custom Knife Show, he was impressed with Sal’s showmanship as a salesman of the Sharpmaker. Terzuola was equally taken with the CLIPIT folding knife concept and its revolutionary features. Similarly, Sal appreciated the impeccable craftsmanship of Bob’s knives and their no-nonsense style. The fact that both men hail from Brooklyn gave them additional common ground, and they quickly became good friends.
In 1984, Terzuola moved to Santa Fe, New Mexico, and began making knives full time. A year later, he learned the intricacies of making a linerlock folding knife directly from its inventor, renowned custom knifemaker and Cutlery Hall-of-Famer Michael Walker. Bob also asked Sal’s permission to incorporate the pocket clip into his folding knife designs. Sal not only gave Bob his blessing but generously sent him a box of Spyderco’s early three-screw clips.

Armed with the knowledge he had learned from Michael Walker and the inspiration of Sal’s CLIPIT concept, Terzuola turned his focus toward making folding knives. His first two designs—the Model 1 Utility and the Model 2 Mariner—were primarily utilitarian in nature. Both offered one-hand opening via a thumb disk, which Terzuola pioneered, and early versions were crafted with Spyderco clips.
After the success of those designs, Bob turned his focus back to the needs of his original clientele—soldiers and armed professionals—to create a low-profile, no-nonsense folding knife suitable for both defensive and utilitarian use. His third folder design, the ATCF, became Terzuola’s most iconic model, and Bob was attributed by many with coining the term “tactical folding knife,” aka “tactical folder.” With that, he became a pioneer of the genre.
First Collaboration
At the 1989 SHOT Show, Sal and Bob were discussing Spyderco’s growing line of CLIPIT knives when Bob commented that, despite their groundbreaking features, they were ugly. Sal quickly countered with an offer: “You design a pretty one and I’ll make it.” Terzuola took Sal’s challenge to heart and not only delivered a design that showcased both his personal style and Spyderco’s Trademark Round Hole, but a series of specific conditions for its production.
That design, the C15 Bob Terzuola, established Bob as Spyderco’s first collaborative designer. It also made history as the company’s first made-in-the-USA model, the first Spyderco knife to feature a linerlock, the first production knife to use ATS-34 stainless blade steel, the first factory-made knife to use a laser-cut blade, and the first CLIPIT to offer two-position carry. Introduced in 1990 with machined aluminum scales, in 1994 it made history again as the first factory knife to feature a G-10 handle. It was later joined by a smaller counterpart, the C19 Bob Terzuola Jr., which also was made with both aluminum and G-10 scales.
The Starmate
By 1999, Terzuola had established himself to many knife enthusiasts as the “Godfather of the Tactical Folding Knife” and among the world’s premier custom makers. Drawing inspiration from his acclaimed ATCF and his Century Starfighter designs, he partnered with Spyderco again to create the Starmate.
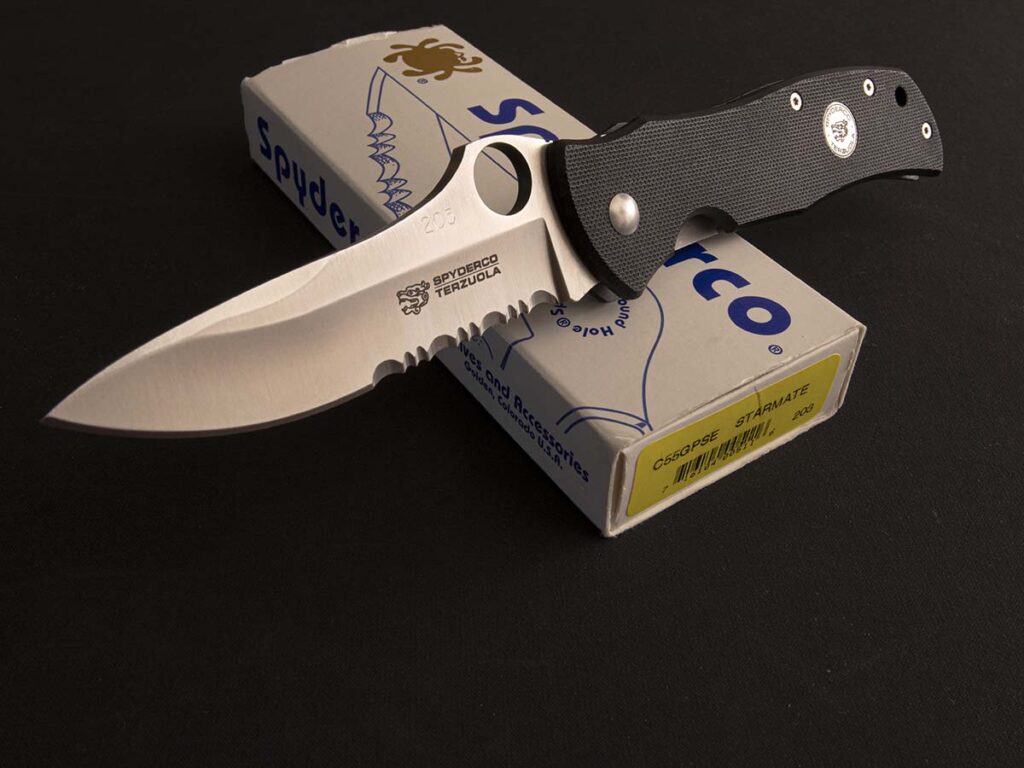
Manufactured in Golden, Colorado, the original Starmate featured a hollow-ground blade crafted from CPM 440V particle metallurgy stainless steel, smooth black G-10 scales, a single, nested stainless-steel liner, a linerlock, a round Spyderco/Terzuola inlay, and a pocket clip with a broad, triangular base configured for right-side, tip-down carry. It was produced in both PlainEdge and partially serrated CombinationEdge formats, and was an immediate hit with serious tactical knife users.
Although the first-generation Starmate was ultimately discontinued, in 2012 Spyderco resurrected and updated the design. This time it was manufactured in Japan with a saber-ground VG-10 stainless steel blade, full stainless-steel liners, peel-ply-textured G-10 scales, and a four-position pocket clip configurable for left or right-side, tip-up or tip-down carry. The rebirth of the model introduced a new generation of knife enthusiasts to Terzuola’s exceptional designs, which included two other Spyderco collaborations—the non-locking C131 Terzuola SLIPIT and the C174 Double Bevel.
Milestones
Reflecting on the rich history of Terzuola’s many accomplishments and his longstanding relationships with Glesser and Spyderco, in 2025 Sal’s son and heir, Eric, decided to create a special Sprint Run expression of the Starmate. Eric’s goal was to commemorate Bob’s 45th year as a knifemaker, his 81st birthday and the 35th anniversary of his first Spyderco collaboration. Like all Sprint Run projects, this limited-edition version of the design features a combination of materials unique for Spyderco and that the company will produce only once. Manufactured at Spyderco’s factory in Golden, Colorado, it pays homage to the profound impact both Terzuola and Glesser have had on the knife industry and their pioneering roles in creating the genre of the modern tactical folding knife.

The Starmate Sprint Run edition faithfully revives Terzuola’s iconic design and elevates it with a blade crafted from CPM 20CV—a highly wear-resistant, powder metallurgy stainless steel that contains a high volume of vanadium carbides and the highest amount of chromium of any vanadium-rich stainless steel currently available. This distinctive alloy composition gives it a remarkable combination of edge retention, corrosion resistance and toughness and makes it ideal for the Starmate’s intended scope of use.
The knife’s hollow-ground blade features a handsome satin finish and a prominent swedge (unsharpened bevel) on the spine that adds distinctive style while ensuring an acute, utilitarian point. It also includes a large Trademark Round Hole accessible for ambidextrous one-hand opening and announces the knife’s Spyderco pedigree. A section of gimping above the hole provides a high-traction thumb purchase for enhanced control during use. The blade’s reverse side features a laser-engraved dragon head—Terzuola’s distinctive logo inspired by the Mayan god of flint tools and edged weapons.
The Starmate’s blade is supported by a sturdy linerlock and housed in a handle of black G-10 scales and nested, skeletonized stainless steel liners. The scales have a peel-ply texture for a non-slip grip and, like the original version, are accented by an inlaid Spyderco/Terzuola logo. To allow convenient carry, keep the knife poised for instant access and pay homage to the time-tested CLIPIT concept, it includes a four-position hourglass pocket clip. The broad-based clip is easily configurable for left- or right-side, tip-up or tip-down carry and, in the tip-up position, straddles a lanyard hole that allows the easy attachment of fobs, lanyards or security lines. In keeping with the knife’s tactical styling, the clip and handle hardware all feature stealthy black coatings. To complete the package, every knife comes complete with a zippered nylon pouch embroidered with the Spyderco “bug” logo and a detailed product information guide explaining the design’s history.

Spyderco’s limited-edition Starmate is a proud tribute to two of knifemaking’s most legendary and influential figures. It is also a vivid reflection of their individual innovations, their longstanding friendship and mutual respect, and the powerful synergy of their collaborative efforts. This elite expression of the Starmate will be available while supplies last through Spyderco’s worldwide dealer network and directly from Spyderco.com.
Spyderco Starmate Sprint Run Specs
Designer: Bob Terzuola
Blade Length: 3.74”
Blade Steel: CPM 20CV stainless
Blade Thickness: 0.145”
Blade Grind: Hollow
Edge Length: 3.68”
Handle Material: G-10
Lock Type: Linerlock
Pocket Clip: Ambidextrous; 4-position
Knife Weight: 4 ozs.
Closed Length: 4.99”
Country of Origin: United States
MSRP: $450
More Spyderco Knives:
- Cutting Critique: Spyderco Presistence
- Spyderco Yojimbo 2: Fantastic Straightedge Folder
- Spyderco Tenacious Review: The Relentless Workingman’s Knife
- A Look At The Spyderco Webfoot Sharpener