These beauties look as good to the eye as they feel in the hand.
Synthetics have made great strides in knife handles and rightfully so. They can be tough, ergonomic and attractive. But there’s something about the innate beauty and warm feel of natural handle materials that synthetics, try as they will, probably will never duplicate—not that they won’t keep trying.
Michael Deibert: Curly Maple
A curly maple handle on the steering end of a 6-inch ladder-pattern damascus blade gives ABS journeyman smith Michael Deibert’s hunter a rich natural look. The guard is stainless steel. (Jocelyn Frasier image)
Denis Tyrell: Maple Burl
A maple burl handle fluted and wire wrapped and a 10-inch blade of spectacular Ocean Sunset damascus forged in a collaboration with Rick Hall top off Denis Tyrell’s dagger. Overall length: 16 inches. (SharpByCoop image)
Anthony Stovall: Sambar Stag
Anthony Stovall opts for a Sambar stag handle and a bronze guard and buttcap for his hunter in a blade of Robert Eggerling damascus. Overall length: 9 inches. (Jocelyn Frasier image)
Scott Gallagher: Biggs Jasper
ABS master smith Scott Gallagher goes what for him is a different route with the Escalante, a lockback folder in a mirror-polished frame of 416 stainless steel and inlay of Biggs jasper stone. Blade and closed lengths: 3 and 4.5 inches. (Jocelyn Frasier image)
Frank Edwards: Mother-Of-Pearl
A handle of mother-of-pearl with 24k-gold borders and nitro-blued liners and a 4-inch blade of feather damascus highlight an automatic folding dagger by Frank Edwards. Closed length: 5 inches. (Jocelyn Frasier image)
Jim Perkins: Stabilized Maple
An orange stabilized maple handle and a 9-inch blade of a damascus of 272 layers of 1095 carbon and 15N20 nickel-alloy steels complete a Filipino barong by Jim Perkins based on one his wife used as a child. Overall length: 13.5 inches. Blade grind: convex. (SharpByCoop image)
Casey Vilensky: Koa Wood & Mammoth Tooth
Koa wood and a mammoth tooth bolster complete the handle of Casey Vilensky’s gyuto. The 12.5-inch blade is carbon damascus. Casey’s list price for a similar knife: $4,000. (SharpByCoop image)
Is there a perfect EDC knife? If not, the Benchmade Bugout will do until perfect shows up.
When it comes to EDC folders, without a doubt the Benchmade Bugout is the king of the hill.
Its compact profile and just-right length make this model a popular hit with knife guys. It is all made in the USA with excellent fit, finish, and—perhaps key to EDC—Benchmade has cut its weight to the bone. Furthermore, the blade steel is premium level. In short, the Bugout is geared to go the distance.
So, if you haven’t yet checked out this icon, it’s high time you did. Because, if you take your everyday carry seriously, you owe it to yourself. We’ll lay a foundation for the knife in this article.
Bugout Blade
The Bugout is offered in two sizes—the Model 535, the company’s standard-sized version boasting a 3.2-inch blade, and 533 Mini, which pars the blade down to a very manageable 2.8 inches.
Standard-model Bugouts sport CPM S30V steel blades, however, S90V and M390 are available on higher-grade models. Photo: Marty Stanfield
The base models Bugouts use premium CPM S30V steel, a steel that is used widely for high-end factory knives. This is mainly due to its ability to hold an edge for an extended period, longer than most blade steels. Additionally, it is highly resistant to stains and corrosion.
As for the blade profile, the Bugout is a modified drop point and is highly adaptable to many tasks. Nicely, Benchmade outfits the knives with thumbstuds on either side of the blade, permitting ease of opening with either hand.
Getting A Handle On The Bugout
The handle of the base Bugout is made from molded Grivory, making the Bugout a very lightweight folder. The standard size tips the scales at 1.85 ounces and the Mini at 1.5 ounces. Benchmade offers other handle material options, including anodized aluminum, carbon fiber, and CF Elite (a glass-reinforced nylon synthetic material that is lightweight and stiff).
Given there is a thriving aftermarket for Bugout scales, the sky is the limit on the knife’s handle. Photo: Marty Stanfield
And if you have to have custom, there are aftermarket scales for the knife in a host of materials—titanium, copper, brass, bronze, G-10, and Micarta. In turn, you can truly have a one-of-a-kind feel and look to your Bugout.
Bugout Action
The Bugout uses Benchmade’s critically acclaimed Axis Lock crossbar lock, hailed by many as ultra-strong yet extremely safe because you don’t put any fingers in the path of blade travel. Add on to this, it’s easy to unlock with either hand, and you have a naturally ambidextrous across the board. The lock is simple, just pull back on one of the exposed lock bar ends at the back of the handle and then rotate your blade closed. Internally, two Omega-shaped springs provide constant tension for the lock bar on the blade tang to ensure positive lock engagement.
The Bugout is outfitted with Benchmade’s rock-solid Axis Lock crossbar lock, which has the added benefit of being ambidextrous. Photo: Marty Stanfield
As for other odds and ends, the handle’s checkering does a great job of preventing your hand from slipping. A deep carry, fold-over pocket clip carries the Bugout deep in your pocket and can also be switched to provide easy carry for left-handers. Integrated lanyard hole permits the use of Paracord for a lanyard if you are into that sort of thing.
Using The Bugout
In use, the Bugout hits hard in spite of its ultra-lightweight stature. The flat ground blade bites in and is very effective. Opening mail, opening packages, peeling an apple, cutting up hose, cutting cardboard, or stripping wire—the Bugout won’t break a sweat. Perhaps the best way of thinking about the knife is as a minimalist working folder.
The higher grades of the Bugout have carbon fiber handles and milled aluminum handles, paired with S90V and M390 blades respectively. These upgraded blade steels offer high-performance cutting with excellent edge holding. The higher-grade handle materials give a bit more heft to the Bugout as well as an enhanced, high-tech appearance. It only makes sense to have upgraded blade steel with upgraded handle material.
Overall, the knife is lightweight, rugged and more than capable of tackling most task. In short, it’s dang near the perfect EDC option. Photo: Marty Stanfield
Even with the base model’s S30V, you still pack plenty of muscle for those long-cutting jobs. I like how thin the Bugout’s blade stock is combined with the flat ground blade bevel giving it plenty of bite to it.
Some knife folks favor not a high performance without the bulk. I get it, it all makes for a comfortable everyday carry folder. For those of you who favor these kinds of knives, the Benchmade Bugout is for you. You have a high-end blade steel with a proven and popular blade lock, with a no-frills handle design.
MSRP for the full-size Bugout starts at $180 and varies up from there depending on handle material and blade steel. There is also a Mini Bugout which scales the size down some to an even more pocket-friendly size.
Go here for more information on the Benchmade Bugout.
Learn what the latest BLADE Show custom knife award is all about.
Some people are familiar with “Mack Daddy,” the 1992 Sir Mix-a-lot album with the smash hit “Baby Got Back.” On the other end of the cultural spectrum is the Mack truck, the reliable American long-haul vehicle revered by truckers and country songs. Knife enthusiasts may also be familiar with the Bobby Darin’s classic Mack the Knife: “O the shark, babe, has such teeth, dear …” Just now coming into the knife culture is the idea of a “M.A.C.K” knife, which stands for “machine assisted custom knife.”
Custom, Production And M.A.CKnives
Savvy BLADE® readers know the difference between a “custom” and a “production” knife. A custom knife is made by a craftsman using a combination of skill, experience and tools. The maker grinds the blade, polishes it, installs a handle and fittings, and so forth. Custom knives are often made one at a time or in small batches. Sometimes portions of the process are outsourced, such as waterjetting blade profiles or using a professional heat treater. In general, the maker’s name is prominently featured on the blade, such as Tom Overeynder, Gary Langley, etc. The price of custom knives can be quite high, particularly as the complexity of the knife and the magnitude of the maker’s reputation increases.
By contrast, a production knife is made in bulk using modern or traditional manufacturing techniques. Blades are made by the hundreds or thousands, ground and polished by machines, and assembled in a factory or large production shop. In general, the name of the company is prominently featured, like Case, Benchmade, White River Knife & Tool, etc. Sometimes a production knife will feature the name of the designer, such as the various CRKT production knives that have BLADE Magazine Cutlery Hall-Of-Fame® member Ken Onion’s name. Production knives may be expensive but are generally more affordable than custom knives of similar materials and construction.
Princeton Wong has a five-axis waterjet in his machine shop, so he makes everything but the screws. An example of his work is this award-winning knife from the 2021 International Custom Cutlery Exposition, now known as BLADE Show Texas. (Caleb Royer image)
In between custom and production is a vast world described by the umbrella term mid-tech. It describes knives that use both production and custom techniques or methods in varying proportions. Some would say that any knife that has production techniques like waterjet is a mid-tech, while others would argue that as long as a person does the final assembly and fit up, a knife can be called a custom.
It takes talent, practice, education and skill to make a knife by hand. Many makers of such knives have no problem with using machines like a band saw, 2×72 belt grinder, manual mill or pantograph. At some level, almost every modern handmade, aka custom, knife is “machine assisted.” At the same time, the industry recognizes that when it’s primarily the maker’s dexterity and artistic vision that makes the knife, the label of custom or even “handmade” applies.
It also takes talent, practice, education and skill to program a series of CNC (Computer Numerically Controlled) waterjets, grinders and mills to make a knife by machine. Custom guys often make “polished turds” and “boat anchors” at the beginning. Beginner machine guys break tooling and crash expensive machines. In neither case does a person wake up one Tuesday and immediately become a competent knifemaker.
Think about the amount of variability in custom/handmade knifemaking. Each steel, each belt, each grinder speed, each brand of sandpaper, and every variable changes the process. If you heat treat your own steel, you must master temperature control, soak time, quench speed, decarb, warpage and tempering, and must use a different formula for each steel. After dealing with all that, is making a knife by machine any easier?
Princeton Wong operates the CNC mill. It can cut complex 3D shapes in metal and handle material.
Not according to M.A.C.K. knifemaker Princeton Wong. In CNC you deal with the geometry and composition of various cutting tools, plus the speeds and feeds at which you apply them. You must figure out fixturing to hold your workpiece, and how to work the tool in a way that leaves the desired surface finish. “It’s the same idea as using different belts or different files for each task,” Princeton explains, “but the variables are infinitely more complex. And then on top of that, you still have to learn and master all of the different hand-finishing techniques.”
So how does the knife industry show respect to the skills and talent of the makers who artfully combine programming with handwork? How do you showcase the ability of a maker who can run both a HAAS CNC mill and a belt grinder?
Defining M.A.C.K. Knives
BLADE Show 2023 included for the first time an award category for M.A.C.K. knives. According to the category rules:
The knife must be of the folding/locking, non-slip-joint, EDC variety that is first and foremost a cutting tool. It must be functional, beautiful and have great ergonomics, yet still have practical applications and uses. It must consist of both at least one handmade feature—such as hand-ground blades, hand-contoured scales, manually machined parts, etc.—and of automated features such as waterjet-cut liners/scales, CNC’d handles, etc. The judges will assume that the knife’s parts that are not handmade are made through a machine-aided process.
What background education and experience does it take to make a quality M.A.C.K. knife? Just like with any other skill set, the path is quite diverse. Take Princeton for example. Knifemaking for him growing up was a passion.
“As an Asian kid into martial arts, I’ve always had a love for bladed implements,” he notes.
A waterjet machine uses a high-pressure stream of water and abrasives to cut profiles in flat stock. Princeton Wong uses his waterjet here to cut Timascus™ for folder handles.
He bought a Sherline mill after high school that had been converted to CNC, and learned by trial and error from there.
“After years of fiddling with stuff, breaking endmills and crappy software, I finally started figuring it out,” he observes. But for Princeton, learning wasn’t all trial and error. He studied mechanical engineering and graphic design in college. He had jobs in print, web, graphics and fabrication. Eventually, he started his own machine shop serving automotive and architectural clients. In 2018 he decided to use his machining skills to make knives.
“I didn’t know the knife industry or knife people but had a machine shop, so I gave it a shot,” he recalls. “I didn’t own a ‘real’ belt grinder until I was two years into making knives. I had a 4×36 from Lowe’s but was able to do very close work on the CNCs. By focusing on an intentionally machined look, I was able to get by.”
Princeton has a five-axis waterjet in his machine shop, so he makes “everything but the screws.” Earlier in his progress, he would bandsaw blanks and then fixture them in his CNC mill.
“I never had a need to outsource, but most people don’t have 70 amps of 480-volt three-phase electricity to run a $100,000 waterjet,” he says.
A waterjet cuts steel and other plates into shapes, “but it doesn’t make knives.” It’s a highly efficient profile-cutting tool.
Bridging The Gap Between Custom And Production
Most people don’t take Wong’s path and start out as fully equipped and capable machinists when they begin making knives.
Consider the precise fitting and complex geometry of the joints on Jared Oeser’s “Tachi” folder. Integral bolsters and Westinghouse Micarta® come together quite well.
M.A.C.K. knifemaker Jared Oeser started like many makers, with a mentor, a few tools and a new hobby. As a homebuilder, his business took a hit in the 2011 recession. Faced with spare time, he took up knifemaking. After a few fixed blades he moved fairly quickly into slip joints, merging modern materials into traditional designs at a time when that was a new thing. He continues to push the limits and bridge the gap between traditional designs and the “modern” folding knives.
About five years ago a friend needed a place to store a CNC mill. Oeser agreed to store it in exchange for lessons and use of the machine in the meantime. By the time the friend needed the machine back Oeser was hooked and bought his machine shortly thereafter.
After five years, he considers himself not good enough to make a knife completely on the machine. Coding for CNC is quite a different skill set, far beyond traditional knifemaking.
“I don’t want to go 100 percent machine,” Jared says. “I like the hand work, and I’ve gone about as far as I want toward machine-made. Everybody kind of finds their ‘spot,’ but the key is to disclose it, to say it. Don’t say ‘mine’s handmade’ if you’re afraid to say how you did it. At the end of the day, you’ve got to be good at hand work and have a skill set to make a quality knife.”
Handmade Vs Machine Assisted Knives
So what’s the difference between a “custom/handmade” and a “machine assisted” knife?
Wong suggested that a machine assisted knife should have a bit more precision than the typical custom knife. Because you can machine to exact tolerances and fit, there’s less room for error. He also suggested that the maker should try to push the boundaries of the machine’s capabilities. Just like there are a few knifemaking operations that can only be done by hand, such as Wolfgang Loerchner’s amazing hand-filed creations, there are also machinable features that people wouldn’t realistically try by hand. Creativity isn’t limited to hand tools.
Jared Oeser’s “Eagle” is a four-blade slip joint. This one has mammoth ivory handles and a 14k-gold shield, combining modern techniques with traditional materials.
According to Oeser, “Among the makers and collectors I know, we’re OK with whatever a knife is, as long as you honestly disclose how you built the knife.”
He considers his knives machine assisted. On a slip joint, he uses a HAAS CNC mill to cut out the shapes of the liners, the shield inlay pocket, and to profile the blade and spring. Even though he uses a CNC mill that is squarely in the “machine assisted” category, using it primarily to cut profiles is pretty much the same thing as a waterjet.
Taking The Plunge Into M.A.C.K.
As a mostly one-off knifemaker myself, I was curious what it takes to build a knife that falls squarely into the M.A.C.K. category.
After talking with some M.A.C.K. makers, I found the process seems to typically begin with waterjet cutting. Either the maker has used a waterjet before and has his or her own CAD (Computer Aided Design) files, or the contracted machine shop will have a CAD expert on staff. Experienced CAD folks can work from a drawing or PDF for things as simple as profiles, and may use modeling software for contours and handles.
Princeton Wong checks the tooling on a CNC lathe. The lathe cuts precise round stock, such as screws and folder pivots.
Typically the liners are cut and the holes spotted, or are occasionally fully drilled and tapped. Pocket clips and backspacers come pre-cut. Handle profiles and contours are cut with a ball end mill, leaving a fairly clean finish. Sometimes this finish by itself is sufficient, while other times more hand polishing is necessary to achieve the final effect. Blades are typically delivered cut to contour, and the maker often does the bevel grinding by jig or by hand on a traditional belt grinder. Other times the blades come with machined bevels at varying degrees of surface finish. Once again, it’s up to the maker to decide if the machined finish is sufficient or if further hand work is necessary.
If you’ve ever used waterjet or milled parts, you know that the edge finishes are not precise. If you’ve had holes spotted but not drilled, you still have to drill and tap the holes. All in all, even in a knife that comes to you in a bag from a machine shop, there’s more to a cleanly finished M.A.C.K. knife than just assembly. If you want to be a winner in the M.A.C.K. category, you’ve got to have the hand finishing techniques down pat.
If you want a firsthand look at a quality M.A.C.K. knife, check out the applicable tables at a BLADE Show. Whether you prefer the events in Atlanta, Texas or Utah, there’s no doubt that “M.A.C.K. is back in town.”
Prepare massive meat feast with one of these barbecue beasties at hand.
The barbecue/brisket knife is an indispensable tool for those who prepare brisket and other large-scale meat dishes. Makers go the extra mile to provide the toughness and tensile strength needed, along with a tip that stays sturdy to separate meat and prepare it for serving. Individual recipes include the good looks and visual appeal that make owning and using the best in such knives a pleasure.
Ben Anderson: Brisket Slicers For The Barbie
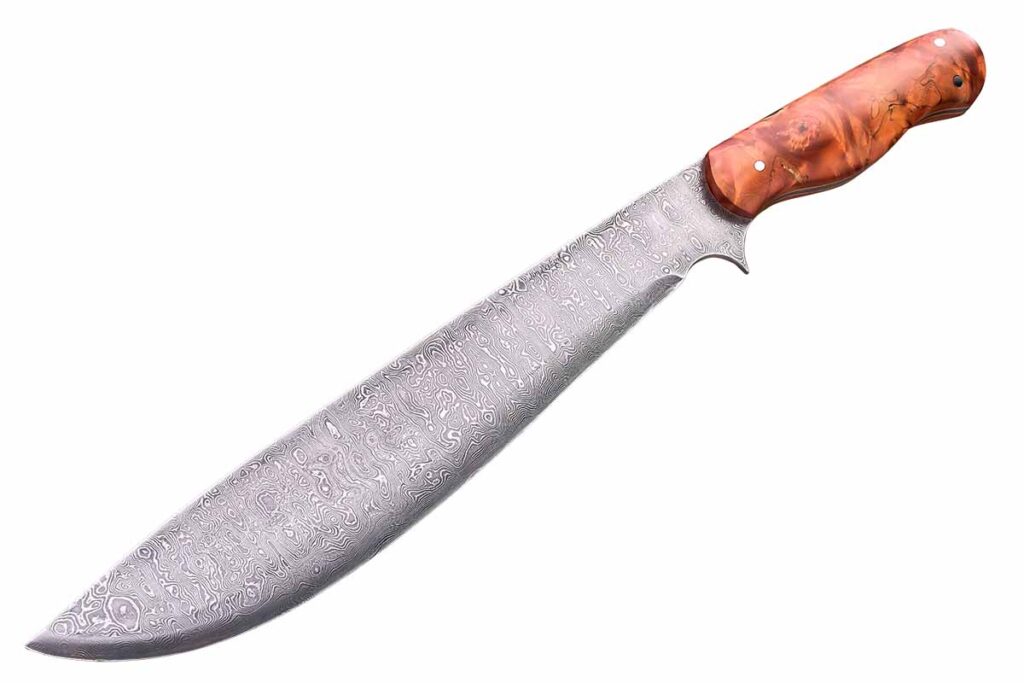
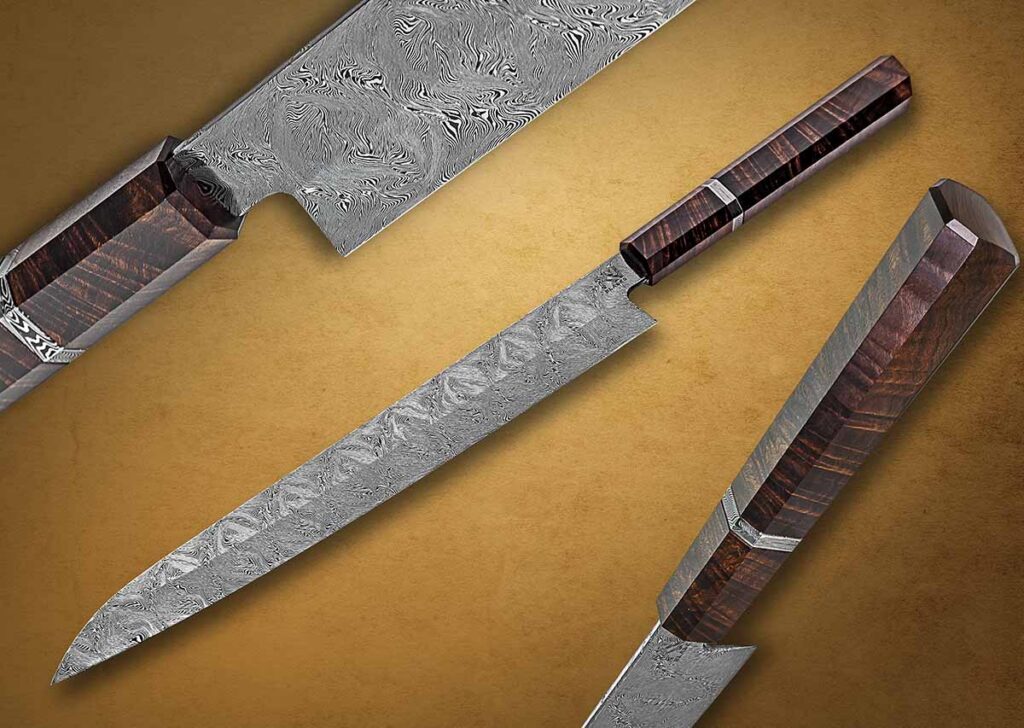
Ben Anderson forged the 12.6-inch blade of his Mosaic Brisket Slicer from 1084 carbon and 15N20 nickel-alloy steels. Done in the Japanese wa (octagonal) style, the handle is ringed gidgee with a damascus spacer. Overall length: 19.7 inches. (Rod Hoare image)
Ben Anderson of Gold Coast, Queensland, Australia, features his artisan’s perspective in two beauties that allow form and function to seamlessly blend. He calls both brisket slicers, and in each case he has styled the big carbon steel blade for use with large pieces of meat. One features a blade of 52100 high carbon steel, handle of ironwood and ebony with textured and filed brass spacer, overall length of 27.5 inches, blade of 19.7 inches, and leather sheath. The second is a stunning piece with a 12.6-inch blade of mosaic damascus in 1084 carbon and 15N20 nickel-alloy steels, and a handle of ringed gidgee with a damascus spacer. Overall length: 19.7 inches.
“The blade shape just seems to be a favorite of the brisket guys [in Australia],” Ben commented. “I think people like it because it’s just an aggressive-looking shape that’s a bit reminiscent of a katana. Most of my time as a maker I’ve offered full customization for my clients, so this really pushed me to try all different shapes, sizes and color combinations.”
A custom knifemaker for about six years now, Anderson uses precision specifications in crafting his brisket knives to perform. “On my standard kitchen knives I’ve always aimed for a ricasso height of around 18 millimeters [.7 inch], which made my handles around 20 millimeters [.79 inch] tall at the front and tapered out to around 5 millimeters [.196 inch] bigger at the back. On the bigger brisket knives I aimed for a ricasso height of around 23 millimeters [.9 inch], which made the handles around 25 millimeters [.98 inch] tall at the front and again tapered to around 5 to 7 millimeters [.196 to .275 inch] bigger at the back. I like to scale the handles up with the blades,” he noted, “so it all looks in proportion. It also helps with the balance a bit.”
Yet another example of Ben Anderson’s brisket slicer is one in a 19.7-inch blade of 52100 carbon steel, and an ironwood and ebony handle with a textured, filed brass spacer. Overall length: 27.5 inches. (Rod Hoare image)
Anderson’s brisket knives have found their way into competitions with a customer who uses them to prep and slice. Ben’s maintenance and upkeep includes Renaissance Wax for long-term storage after a good cleaning. For everyday servicing a bees wax or mineral oil wipe down for the handle works best.
Of course, since Ben is Australian, his take on the barbecue event itself is enlightening. “A barbecue here is often as simple as a 24-pack of sausages and a loaf or two of bread and some basically burnt-to-a-crisp onion,” he laughed. “As for myself, I’m usually pretty happy with a simple steak and sausages.”
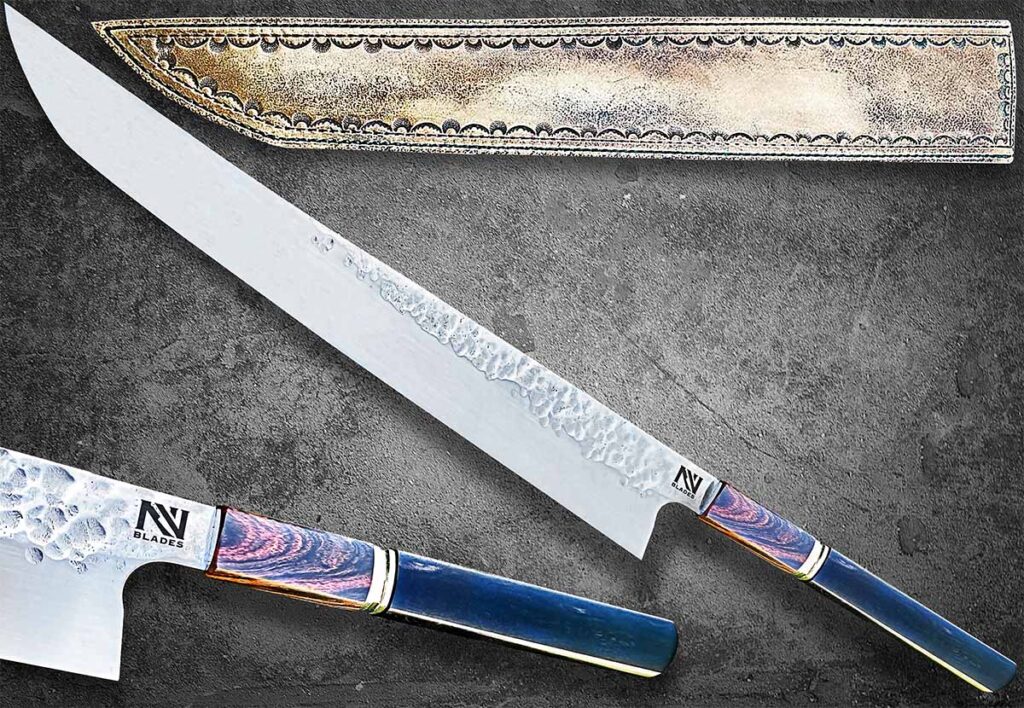
Peter Pruyn: San-Mai Slicer
Peter Pruyn’s brisket slicer is designed for slicing large pieces of beef. It has a long, thin, Granton-style blade with a tad of distal taper and vertical scallops its entire length. The Granton blade is ideal for cutting large pieces of meat, and the handle supports slicing with a pulling motion. His price for a similar knife: $1,000. (SharpByCoop image)
Peter Pruyn of Grant’s Pass, Oregon, recently produced a brisket slicer that is pleasing to work with and also admire next to the cutting board. His 13-inch blade in a stainless/high-carbon san-mai construction of respective 416 and 52100 steels is complemented by a handle of his favorite handle material from Voodoo Resins, and a copper spacer. Overall length: 18 inches. A zippered, padded pouch is included.
The pouch, Pete says, is more practical in a kitchen setting and protects the knife. If the knife is included in a set, his preference for protection is a leather knife roll.
“This particular knife is designed for slicing large pieces of beef,” Pruyn related. “I made it for a customer who uses it for commercial-size briskets. When I needed to design a knife for that purpose, I called a friend, Rob Baptie, who barbecues and cooks briskets and other meats professionally. He described a very long, thin blade with a little distal taper and vertical scallops the entire length of the blade. Often referred to as a Granton-style blade, it has a handle that supports slicing with a pulling motion.”
Peter forged the blade to about 1/8-inch thick. “The 52100 has always been an excellent steel for butcher and chef’s knives due to its abrasion resistance, and it takes an excellent edge and retains it very well. The stainless protects the core steel and makes it easier to maintain,” he observed. “I also etched the blade, which makes the 52100 more rust resistant, like a forced patina.”
The Voodoo Resins handle material is easy to work with and extremely durable. “It doesn’t change with time, temperature or humidity,” Peter said. “Its creator, Matt Peterson, made a custom color for this knife, which was part of a 14-piece set. For the bolsters I chose copper more for its aesthetic appeal with the other materials than anything else. When you make a custom knife for something like this you have to think about how it looks and not just a comfortable handle and a practical, durable design. It’s part of the whole package.”
Matt Williams: Barbecue Balance
The BBQ Chef’s Knife by Matt Williams is a meat-slicing machine. He outfits it in a 9-inch blade of 400-layer damascus forged from 1084 carbon and 15N20 nickel-alloy steels, and a handle of spalted pecan and cedar elm with a white oak dowel. Overall length: 15 inches. His price for a similar knife: $750. (SharpByCoop knife image)
A heavy chef’s knife with a santoku influence was the goal for Matt Williams of Bastrop, Texas, with his beauty of 400-layer random-pattern damascus in 1084 carbon and 15N20 nickel-alloy steels. The blade is 9 inches long and the handle is spalted pecan, cedar elm and a white oak dowel in a combination that evokes the maker’s woodworking skills. His knives are influenced by feedback from customers who have told him what they really want in a solid performing knife. His price for his BBQ Chef’s Knife starts at $750.
“The blade’s distal taper is .169 to .05 inch,” Matt noted, “and this distal allows for some more delicate work to be done at the end of the blade. Sometimes you need to slice up some peppers or dice up something tasty. The handle is long to balance the heavy blade out. It’s thin because I like wa [octagonal] handles, and this is my interpretation done on a wood lathe. I turn the whole handle and the dowel. I harvest, mill and stabilize most of my wood. They are all local hardwoods. I know these woods well and their capacities.”
When designing his BBQ Chef’s Knife, Matt relies more heavily on balance than weight. His perspective counts on a solid feel in a pinch grip. “Prepping 200 fruit and veggie trays in eight hours will test your wrist,” he smiled. “I learned not to fight a forward-leaning blade. I worked in food prep when I was younger and I have always been drawn to this shape for its overall utility.
“I want the knife to slice well through meat and to be able to break a joint,” he concluded. “Afterwards, it will also look pretty next to a pile of barbecue!”
Editor’s note: Due to fluid market conditions, all prices listed are subject to change. Please check with the applicable maker for the latest in pricing.
Hawaii has petitioned the Ninth Circut Court to overturn a recent decision making butterfly knives legal.
Knife Rights reported on September 22 that Hawaii had petitioned the Ninth Circuit Court for a rehearing en banc in an attempt to overturn a recent 3-0 panel decision that ruled the state’s balisong ban unconstitutional under the Second Amendment.
The panel decision in favor of the appellants in Teter v. Lopez was a big win for Second Amendment (2A) supporters. However, the decision would be rendered moot if the Ninth Circuit grants Hawaii’s petition for the en banc rehearing and then the state is somehow able to have the decision overturned.
Among other unconstitutional assertions, Hawaii’s petition claims that only weapons “commonly used for self-defense” are 2A protected. As Knife Rights (KR) points out, such a claim was refuted by the U.S. Supreme Court decision in New York State Rifle & Pistol Association, Inc. v. Bruen, which established that arms usable for “any lawful purpose” are 2A protected and not just those used “commonly for self-defense.”
Hawaii’s petition includes the dishonest claim, “If left undisturbed, the panel’s analysis will govern challenges involving many highly dangerous weapons that States quite reasonably seek to regulate or ban: assault weapons, high-capacity magazines, and more.”
The state’s insinuation that a balisong is “a highly dangerous weapon” is ludicrous and unsupported by the facts. Where are all the instances and facts and figures of balisongs being highly dangerous? I’ve watched 13-year-olds-and-up flip balisongs for the past seven years at Blade HQ’s Battle for Bali-Champion at the BLADE Show, not to mention the West Coast Flipping Championships conducted by Squid Industries at BLADE Show West, and I’ve yet to see any “highly dangerous weapon” activity in any of them. Besides, if such contests were full of activity involving “highly dangerous weapons”—especially when youngsters are actively involved—not only would show officials cancel them but the venues hosting the shows would forbid them as well, something none of them have done.
BLADE Show 2017 hosted its first-ever balling competition coordinated by Blade HQ.
Adding to the absurdity of the state’s petition is its not-so-veiled attempt to include balisongs in the ambiguous world of “assault weapons.” “Assault weapon” is one of those anti-2A boogeyman catchall terms that has never been adequately defined for legal or legislative purposes by anyone or anything at any time—in large part because millions of items, from human fists to automobiles, are used as assault weapons. As a result, any law-abiding judge should reject any petition containing the term “assault weapon” as legally null and void due to its use of indefinable, overly inclusive language.
At press time, KR indicated the next step was for the petition to be circulated to all active Ninth Circuit judges and any senior judge who chose to participate. As KR noted, it was likely that the appellants would be required to respond to the petition about why the court should not rehear the case, though the judges could just vote on it instead. “Odds are that sooner or later the court will vote to rehear the case,” KR noted on its website, kniferights.org, “but we’ll see.”
If you live in Hawaii, contact your state officials and tell them to pull all the strings they can to uphold the panel’s decision asserting that the bali ban is unconstitutional. Meanwhile, stay tuned to KR’s website for updates. Considering the left-leaning history of the Ninth Circuit Court, this decision has huge precedent-setting implications.
A bonnie blade to be sure, Kemper makes a statement with his Scottish dirk.
Derick Kemper celebrates his Scottish heritage with his sprawling reproduction of a Scottish dirk. It’s overstated to salute the legend and lore of his Scottish Highlander ancestors who fought so valiantly for their independence from Great Britain, beginning with the Jacobite rising of 1745.
The edge of the stunning damascus blade is a simple twist pattern of W2 carbon and 15N20 nickel alloy steels. The three bars above it are Derick’s version of Robert Eggerling’s paisley pattern—a modified twist of 203E carbon steel for the bright section and W2 and 15N20 as well.
The habaki has Derick’s Damselfly Forge stamp of two damselflies and his initials in the middle engraved on one side, and the white rose of Scotland’s “Bonnie Prince Charlie” (1720-1788) on the other.
Derick Kemper
The chess-piece-like handle is oversized as well, with the pommel engraved in Latin, Qui Optime Regnare Ius Habet. The English translation is “Who hath best right to reign,” a slogan that appeared on the flags and accouterments of many of the Highlanders in the 18th century.
In the author’s view, the Carrigan has tells that prove James Black made it.
The work of James Black is iconic. Once you’ve seen one of his knives, you’re not likely to forget it. While a casual observer sees a steel blade that’s well formed and a coffin-shaped handle with black walnut and silver trim nicely complementing each other, informed observers see much more.
Consider yourself more than just a casual observer. You study the knife in every detail. A steady stream of questions begins to cross your mind. You may contemplate the time period, the location and the tools by which the knife came to be.
Why did the knifemaker do this? What were his thoughts when doing that? What factors prompted the design? What subtleties of design did Mr. Black discern and were there any he learned along the way?
I am not a casual observer when it comes to the work of James Black. In fact, I am among “the birds that have flocked together” to study his work. Our group has been studying and gathering data to serve as a baseline for future revelations that may occur pertaining to historic knives. The database can be used to aid in authenticating existing as well as newly discovered knives thought to have been made by Black.
While our group includes collectors, engineers, historians and archaeologists, it also includes knifemakers. The perspective of each adds invaluable insight to the discussion. And oh, what a discussion it is!
What Is The Carrigan Knife?
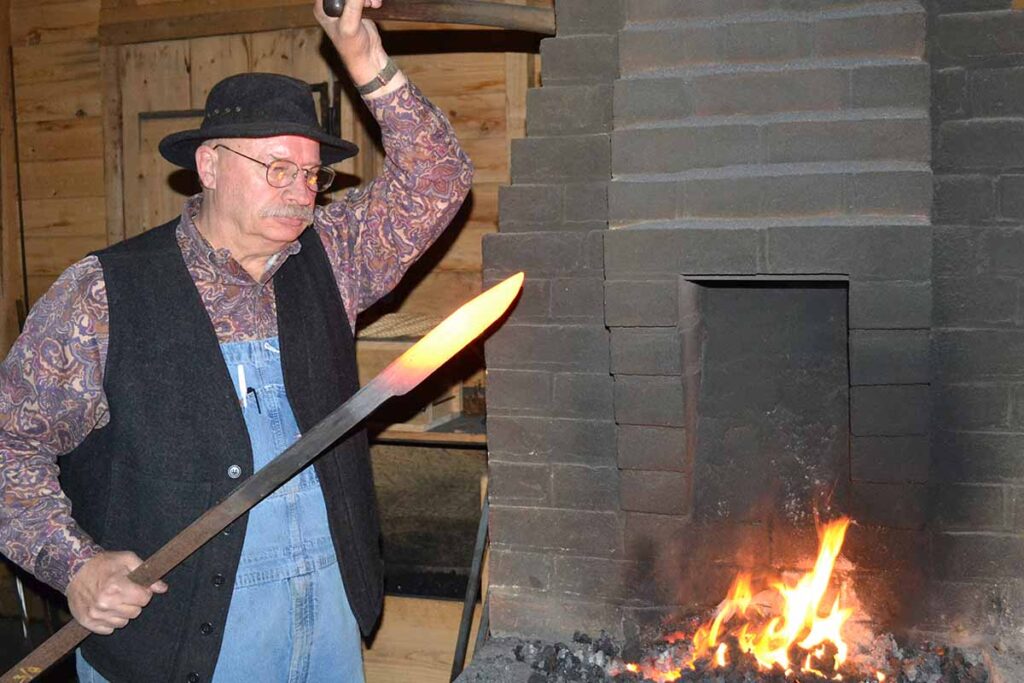
For several years I was fortunate to have been the resident knifemaker for the Historic Arkansas Museum in Little Rock, Arkansas. It is a rich environment to learn and observe examples of historic knives, among which are some examples of Black’s work. Noteworthy among those is the Carrigan Knife.
Its historic provenance is solid, pointing directly to Black as being the maker. Since Black did not mark his work by stamping his name on it, the reliable historic provenance of the Carrigan Knife is of even more importance—in fact, it’s pivotal to the attribution of any other possible Black knives. Once determined to be authentic, the other knives in the museum’s collection, or elsewhere, can be attributed to Black as well.
Consider Image 1 (top of page). The knife in the middle is the Carrigan, known to have been made by Black. It has provenance. What about the ones on either side? Do they have rock-solid provenance? No.
In the eyes of the museum curatorial staff as well as in the context of this discussion, an object’s provenance is important. However, some of the knives attributed to Black, while not having direct provenance, have circumstantial provenance. Does this lessen their value in the historical narrative? No. If determined to be authentic, they are just as important. Even a newly discovered knife with no provenance at all may indeed be authenticated to have been made by Black.
Being able to determine the authenticity of a possible Black-made knife, apart from provenance, would require an examination of the knife. The examiner would need to have intimate knowledge of details and factors unique to Black’s body of work.
For several years the author was the resident knifemaker for the Historic Arkansas Museum in Little Rock, Arkansas, home to a number of authentic 1830s and other vintage bowies. (B. R. Hughes image)
In Image 1 you can’t help seeing the obvious relationship between the three knives. While they are not identical, they are so similar that it would be logical to assume they were made by the same hands. While those things are compelling to the belief that Black made all three, much more must be considered to authenticate a knife as his work. Some of those considerations follow.
Any maker’s work, whether currently or in the 1830s, will exhibit common features that, in some way, set the work apart as different from others. Some features may be noticeably subtle and some radically bold. Bold features can be imitated to a degree by others. The subtle features often go unnoticed and are much more difficult to imitate. Black’s body of work exhibits several features that tie the individual knives together circumstantially. Some features are subtle, some bold.
In Image 1 you can easily observe the bold features common to each individual knife, such as the dark handle scales, the silver trim, the coffin-shaped handles, etc. However, to authenticate them as being made by the same maker requires familiarity with that maker’s known body of work and an opportunity to document the features.
The features may be construction techniques or tool marks that are the same from knife to knife. Documenting the common features involves quite a lot. It implies that multiple knives are closely examined for these common features. In some cases, the common features can only be seen through modern technology such as X-rays or other forms of testing.
It is not known how many knives Black made but there’s enough in existence to create a problem of logistics. The knives that are thought to be authentic Black knives are scattered over several states. Getting them together has been tough but we’ve had some success thanks to the knives’ respective owners. The trust and support they’ve shown to the research group is very gratifying.
As you probably have noticed I’ve been very careful with my words since it’s not my place to share too much out of respect to the owners. Some details that are important in matters of authentication shouldn’t be divulged. Lack of these invisible details wouldn’t prevent a modern maker from faithfully reproducing a knife of the style. Remember, imitation is flattery but counterfeiting is illegal. Counterfeiting has been done and there are cases where collectors have been duped. Makers should always mark their work.
Tells Of An Original James Black Knife
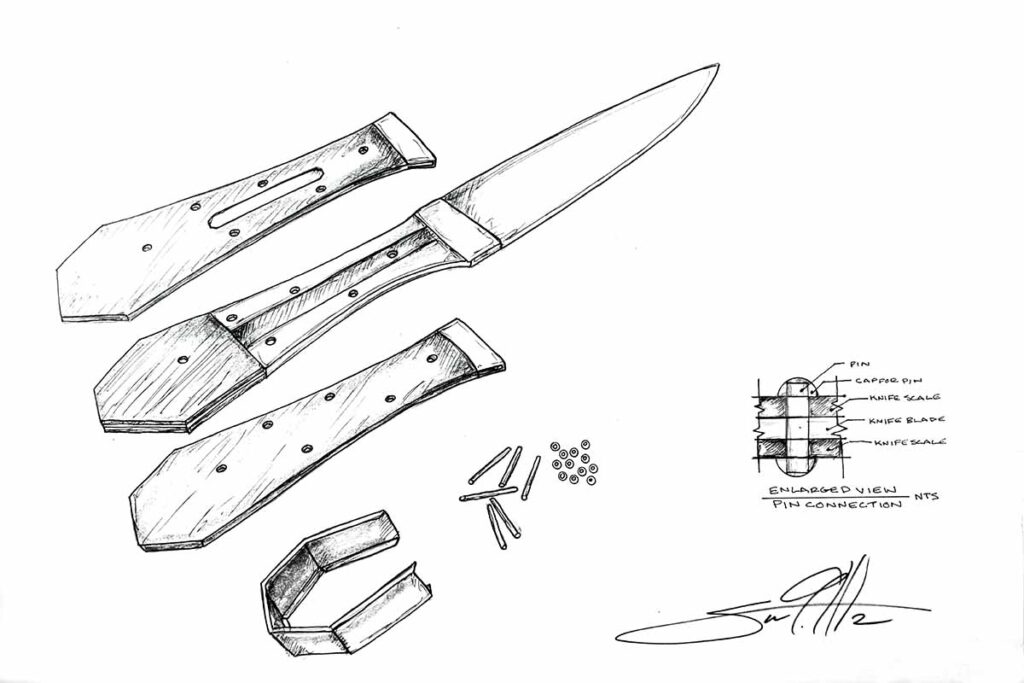
All this said, there are things “invisible” that we can discern by observation. In Image 2 (below), an illustration by Steve Hotz, notice that the construction assembly of the Carrigan Knife is comprised of three basic layers: the blade and two handle scales.
While there are three basic layers, each layer can have other parts that contribute to the overall knife. For example, the blade’s tang has additional pieces of silver: one on the ricasso and one each wrapped around the top and bottom of the spine. These serve as a soft bed for the scales to sit on. While thin, these wraps of silver can be filed flat for a good fit of the right- and left-hand scales. They extend back to where the maker chooses to put the silver pommel wrap. The blade tang is also bored for the pin holes to attach the scales. Moreover, the scales have front caps that are flush fit so the scale will lay flat, as well as escutcheon plates apparently individually mounted to the scale independent of the layer’s assembly. When the three basic layers are completed and prepared sufficiently, the scales, which are drilled to fit the tang, can be assembled to the blade and the capped pins installed as well as the pommel wrap.
IMAGE 2: The construction assembly of the Carrigan Knife is comprised of three basic layers: the blade and two handle scales. Each layer can have other parts that contribute to the overall knife. For example, the blade’s tang has additional pieces of silver: one on the ricasso and one each wrapped around the top and bottom of the spine. (Steve Hotz illustration)
What I’ve described is the general assembly of Black’s Carrigan Knife.* The entire blade’s steel tang is covered by a protective layer of silver along with the wood scales. Considering the lack of modern epoxies and rust-resistant steels, I consider Black’s logic and resourcefulness very impressive. He strategically placed the silver on each of the three layers so that, when assembled, they meet and provide protection for the knife’s steel full tang, as well as an aesthetically pleasing appearance.
Historically, a blacksmith shop may have had a post drill and some early machinery available. I can reasonably assume that Black had some of this equipment too, but I have no way of being sure. Where we today would likely grind a part, Black may have filed it. To save filing he probably forged very close to finish before filing. We today may skip the forging stage entirely if required and still be able to reproduce a close facsimile of his knife. For every step of his process, we bladesmiths and/or knifemakers can transpose a modern technique or tool.
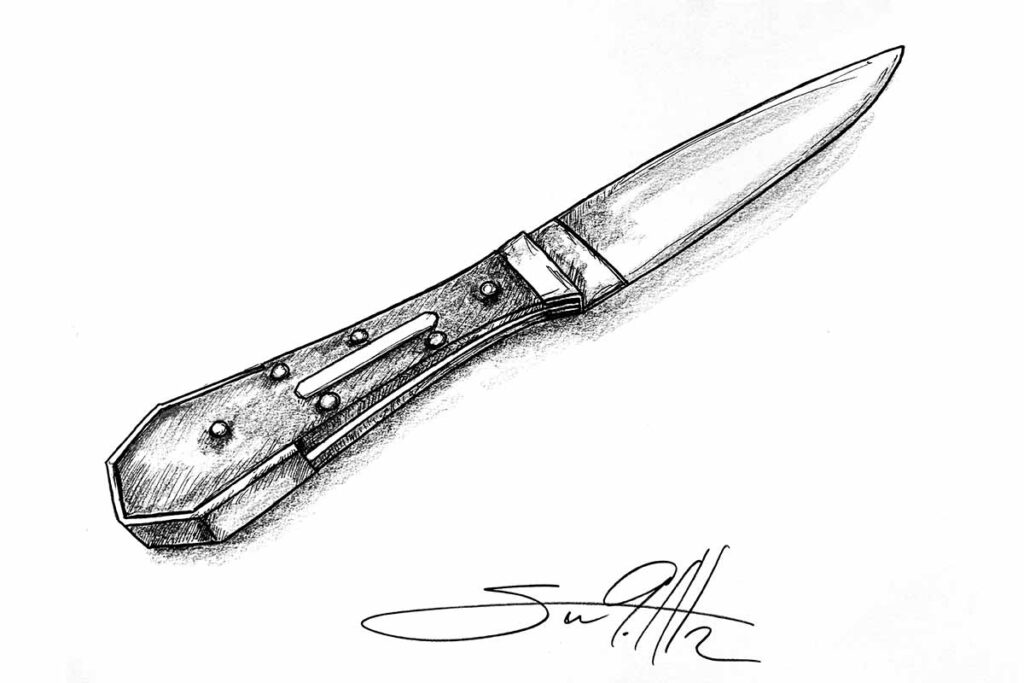
When the three basic layers are completed and prepared sufficiently, the scales, which are drilled to fit the tang, can be assembled to the blade and the capped pins installed, as well as the pommel wrap. The result is the completed Carrigan Knife. (Steve Hotz illustration)
Black’s process was an interactive, emergent one. The second step emerged from the first. The third step emerged and interacted with the first two steps, and so on. In other words, it was not precision technology as we commonly see today where the parts can interchange from one knife to the next. Emergent technology enabled a craftsman to create complex designs with a reasonable expectation of consistency, albeit not precision.
Again, study the three knives in Image 1. Although they are not identical, you can see the family resemblance. It was a structured process that was organized to lead to a predictable result. On top of that, Black was taking only three materials—steel, wood and silver—and creating a process that makes sense. Considering the relative lack of resources and technology, I think he did well to even create a knife. But he did much more.
When thinking of Black’s work, think not only of his knife design but his process design. It’s his process design that made his knife design repeatable. Modern knifemakers can learn from him in that regard.
Three Questions To Consider
In closing, following are three questions to ponder. The first two are for all of you and the third is for the bladesmiths and/or knifemakers among you.
If given a limited number of resources, would you be able to make a knife?
If given these limitations, would you be able to design a knifemaking process?
In your knifemaking endeavors, how much of your process is an imitation of others and how much is yours?
*Author’s note: I have not gone into detail on each of the individual parts and how Black performed these steps for two reasons: 1) I can only observe the appearance of the knife and speculate on his exact techniques, and 2) It would only serve the purpose of counterfeiters.
Editor’s note: While BLADE® recognizes the author’s superior knowledge concerning the provenance of the Carrigan and other knives attributed to James Black by the author and others, BLADE continues to stipulate that for BLADE to recognize that a knife was made by a specific maker, the knife must bear the specific maker’s name or mark. The presence of such a mark does not necessarily prove the knife was indeed made by the person or company marked, but the absence of a mark is enough to preclude BLADE from attributing the knife’s make to any person, company, etc. Since, as far as we know, Black did not mark his knives, BLADE does not attribute the make of any specific knife to him. That doesn’t mean BLADE is right or wrong, it’s simply our policy concerning the matter. To be both fair and accurate to all, it is a policy we apply not just to Black but to all knives and all knifemakers.